ドリル加工における穴拡大の原因と対策とは
穴の拡大は、加工中の工具の振れや振動によって発生します。
また、取り付け時の外周の振れが穴径や穴位置精度にも影響を及ぼします。
EX-GDRのように高剛性で高精度なドリルでも、取り付け時の振れが大きな状態で使用すれば、穴拡大、穴位置精度が低下します。剛性の低いドリルでは、更にこの傾向が大きくなります。
▽取り付け時の振れの影響
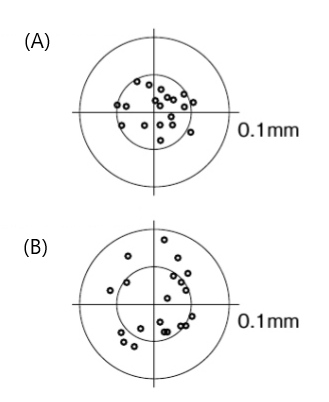
(A)取付け時の振れ=0.0
显示1-10的 12 结果
ドリル加工における穴拡大の原因と対策とは
穴の拡大は、加工中の工具の振れや振動によって発生します。
また、取り付け時の外周の振れが穴径や穴位置精度にも影響を及ぼします。
EX-GDRのように高剛性で高精度なドリルでも、取り付け時の振れが大きな状態で使用すれば、穴拡大、穴位置精度が低下します。剛性の低いドリルでは、更にこの傾向が大きくなります。
▽取り付け時の振れの影響
(A)取付け時の振れ=0.0
ドリル加工 センタリングは必要か?
センタリングは、穴位置精度向上や穴の入口の加工時に不安定な挙動を抑制するために行います。
穴位置精度が厳しい要求や斜面、球面への加工でなければ、センタリングは必ずしも必要ではありません。
上記のような状況でない場合、シンニング付きやシャンクが太い高剛性のドリルを使用することで、センタリング工程を削減できる可能性があります。
▽参考資料: センタリングについて考えてみよう
|
センタリングする理由は? ⇒ 位置精度を出すため |
センタリングをしているのに穴位置が不安定になる。穴位置精度をよくする為にはどうすればよい?
ドリルの肩から被削材に当たりはじめると、うまく穴位置を出すことができません。
不具合事例
先端角90°のスターティングドリルで面取りを兼ねたこの後のドリル径よりも大きいセンタリング
その後、120°の先端角のドリルで加工する
この場合、120°のドリルは肩から当たりはじめ、穴位置が不安定になる。
改善方法
面取りとセンタリングは分けて加工してください。センタリングを行う場合は、先端角がドリルと同じ、もしくはドリルの先端角より大きい角度のリーディングドリルをお使いください。特に、深穴加工において、ガイド穴用の短いドリルとロングドリ
ドリル加工時の振れが原因と考えられます。
①ドリル取り付け時の振れ。
対策:取り付け振れ精度20μm(0.020mm)以内に収める。
②再研磨時のドリルのリップハイト(左右の切れ刃高さのばらつき)が大きいと、加工時にドリル先端が振れる。
対策:再研磨の見直し
③ドリルが穴の入り口で振れている。
対策:回転あたりの送りを上げて、振れないようにドリルを押し付ける。(スラスト抵抗による抑え込み)
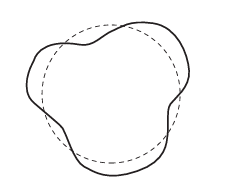
~真円度不良~
ドリルの送り量(mm/rev)という単位は、ドリルが1回転で何mm進むかを表しています。単位は「ミリ パー レボリューション」と読みます。
オーエスジーのドリルカタログ条件表では、主要なサイズのドリル1回転当たりの送り量(mm/rev)を被削材ごとに範囲で掲載しています。条件表に掲載していないサイズの送り量(mm/rev)を参照する時は、近いサイズの送り量(mm/rev)の範囲から、そのドリル径の何%分を1回転で進むのかを参考にしてください。なお、工作機械のプログラムにおいて、数字の単位をインチ(inch)で表現する場合は、1(inch)=25.4(mm)に換算してください。
例えば・・・
ドリル:EXーG
ロングドリルをガイド穴に入れる際の回転速度は?
ドリルは切りくずを出しながら掘り進む為、常に溝から外に切りくずを排出し続ける必要があります。もし、溝が全部埋まるくらいまで掘り進んでしまうと、切りくずを排出することができなくなり、溝の中に切りくずが詰まってドリルは折損してしまいます。事前にそのドリルが加工できる穴の深さを把握しておく必要があります。ドリルが穴あけできる深さの目安は、そのドリルの溝長から、ドリル径を1.5倍した値を引いた数字となります。Φ10のドリルで溝長90mmの場合、穴あけできるドリルは90-15=75mmという形になります。図面指示の穴深さに対して、そのドリルで加工できるかを確認しましょう。
使用するドリルが加工可能な穴深さの目安(A)
(A)=
機械馬力が充分なら、下穴は不要です。無垢の状態からの穴あけを推奨致します。
機械馬力不足などで、下穴加工後にドリル加工を行う際は、切りくずがつながり工具に巻き付く恐れがある為、ステップ加工をご検討ください。
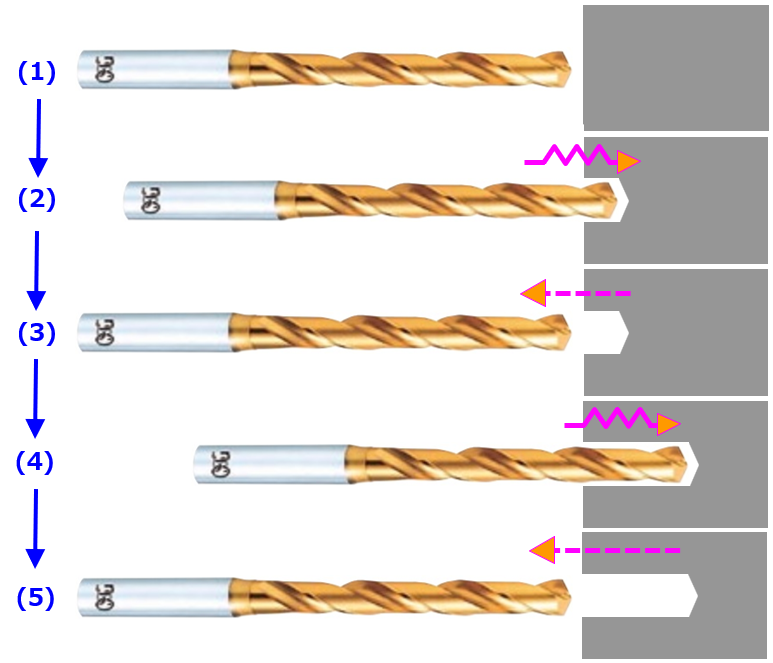
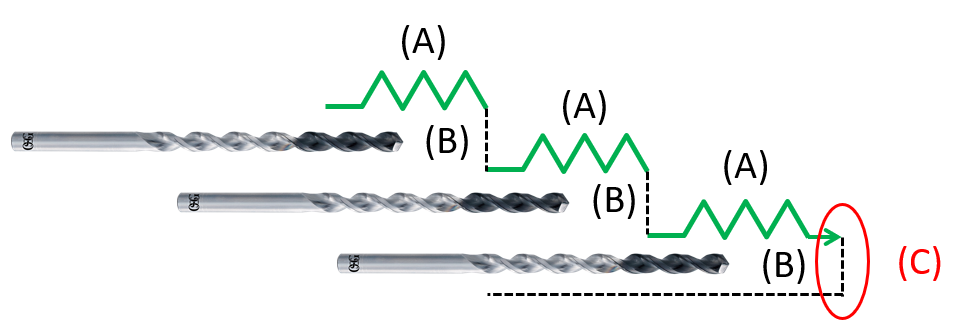
ドウェル加工とは、ドリル主軸を回転したまま加工の進行を一時的に停止させる加工方法の事です。
穴底面の面精度を向上させたり、、油穴付きドリルでの加工で切りくず排出性向上の工夫として使われる事があります。
(A)加工 (B)停止 (C)底面の面粗さを向上