ドリルの送り量(mm/rev)の意味は?
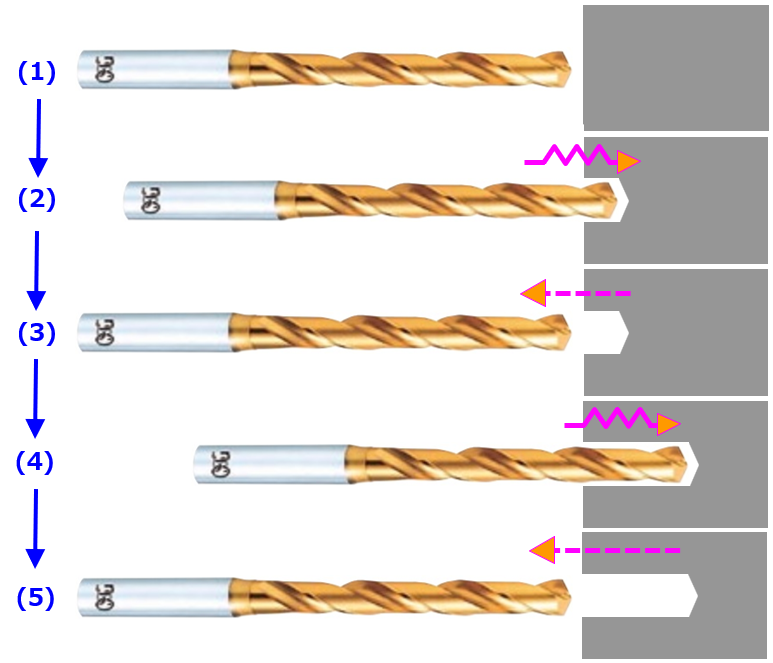
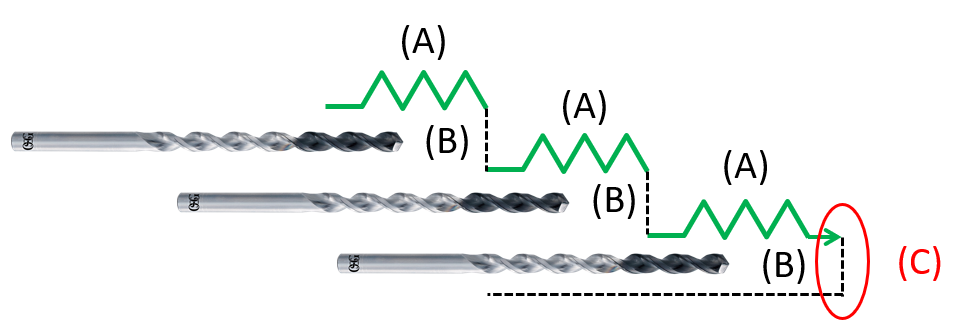
ドリルの送り量(mm/rev)という単位は、ドリルが1回転で何mm進むかを表しています。単位は「ミリ パー レボリューション」と読みます。
オーエスジーのドリルカタログ条件表では、主要なサイズのドリル1回転当たりの送り量(mm/rev)を被削材ごとに範囲で掲載しています。条件表に掲載していないサイズの送り量(mm/rev)を参照する時は、近いサイズの送り量(mm/rev)の範囲から、そのドリル径の何%分を1回転で進むのかを参考にしてください。なお、工作機械のプログラムにおいて、数字の単位をインチ(inch)で表現する場合は、1(inch)=25.4(mm)に換算してください。
例えば・・・
ドリル:EXーG