アディティブ・マニュファクチャリング用エンドミル AM-EBT・AM-CREとは?
アディティブ・マニュファクチャリング(=3Dプリンタのように材料を添加しながら行う金属積層造形工法)における表層部分のミーリング加工用工具です。
AM-EBT(ボールタイプ)とAM-CRE(ラジアスタイプ)とがあり、ネガ刃型および切りくず排出性と再研磨を考慮した独自仕様を備え、高硬度かつ凹凸により取り代ムラが発生しやすい環境にも安定して対応できます。
35 件中 11-20 件を表示
アディティブ・マニュファクチャリング用エンドミル AM-EBT・AM-CREとは?
アディティブ・マニュファクチャリング(=3Dプリンタのように材料を添加しながら行う金属積層造形工法)における表層部分のミーリング加工用工具です。
アディティブ・マニュファクチャリング用エンドミルの再研磨は可能か? AM-EBT(ボール) AM-CRE(ラジアス)
AM-EBT(ボール)、AM-CRE(ラジアス)ともに再研磨可能です。
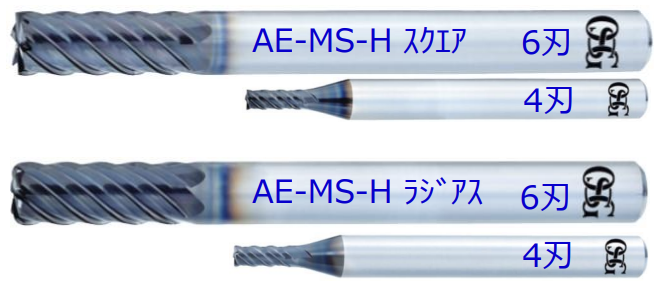
AE-MS-Hとは?
・高硬度鋼用超硬エンドミル 多刃スクエアタイプ ショート形です。
AE-MS-Hは再研磨できるか?
再研磨は可能です。
AE-MSS-Hとは?
・高硬度鋼用超硬エンドミル 多刃スクエアタイプ スタブ形(=ショート形よりもさらに短い刃長=1.5Dのこと)です。

AE-MSS-Hは再研磨できるか?
再研磨は可能です。
AE-LNBD-Nとは?
・銅電極用DLC超硬エンドミル 高精度仕上げ用2刃ロングネックボールタイプです。
| RE≦0.2 | ±2㎛ |
| 0.2< |
AE-LNBD-Nは再研磨できるか?
再研磨は可能です(R2以上対象)。
AE-LNBD-Nを使う際の切削油の種類と使い分けは?
基本的に『水溶性切削油』をお奨めします。
AE-LNBD-Nを使う際のホルダ選定
できるだけ振れが少なく剛性のあるホルダをお使いください。