エンドミルとインデキサブル工具の切削条件
ミーリング加工やインデキサブル(刃先交換式)工具の切削条件で、必要な数字は以下の3つです。
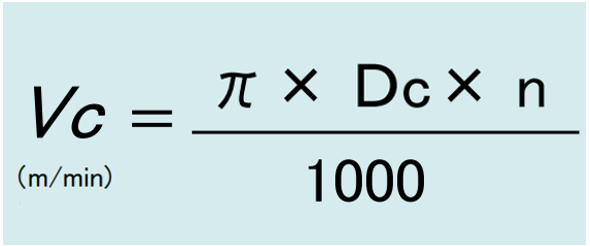
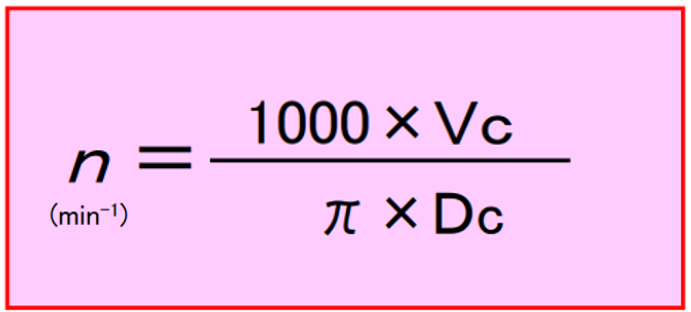
① 回転速度(min-1)
1分間に何回転するか 。
NCコードでは「S」で表現する。例:300回転毎分=S300
② 送り速度Vf(mm/min)
1分間に何mm工具が移動するか。
NCコードでは「F」で表現する。例:毎分200mmだけ主軸(もしくはテーブル)が移動する=F200
③ 切り込み深さ(ap と ae)
「ap」は、軸方向へ一度に何mm切り込みをかけるか