正式には、溶融亜鉛めっきともいいます。
作業の疑似表現から、ドブめっきと呼ばれています。
ドブめっきのめっき厚は50~100?。
タップについて、ドブめっき用のオーバーサイズには対応しておらず、特殊品対応となります。
(FAQID:328)
68 件中 31-40 件を表示
正式には、溶融亜鉛めっきともいいます。
作業の疑似表現から、ドブめっきと呼ばれています。
ドブめっきのめっき厚は50~100?。
タップについて、ドブめっき用のオーバーサイズには対応しておらず、特殊品対応となります。
(FAQID:328)
なぜ、鉄で鉄が切れるのかというと、
「 切る側の金属 」が、「 切られる側の金属 」 より
・硬く
・切れ味があり
・勢いをつけて 切るからです。
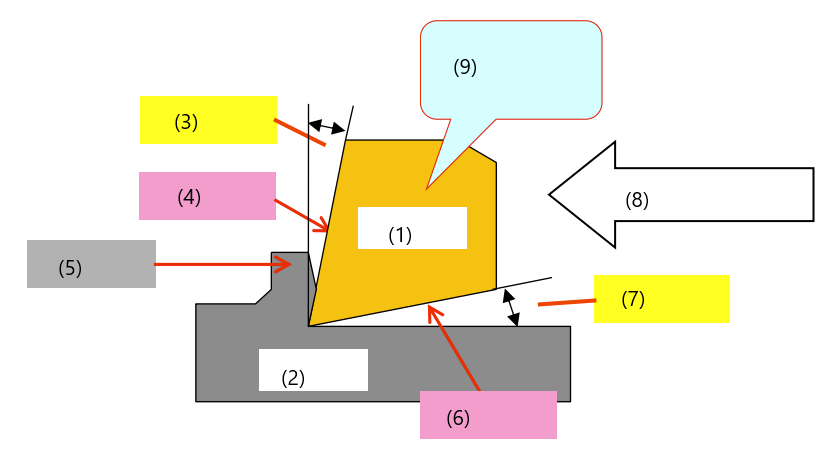
▽切削の仕組み
すくい角が大きいと、抵抗が少なく、切れ味が向上するが刃先が鋭利になり欠けやすい。
切削条件表 数字の意味 「回転の速さ」と「移動の速さ」
機械で加工する場合、具体的な数字を設定する必要があります。
ドリル・タップ・エンドミル等の回転工具の場合、「回転の速さ」と「移動の速さ」の数字が必要であり、カタログの切削条件表にある数字は、それらを表すものになります。
その数字が何の値なのかというのは、単位を見るとわかります。カタログ条件表の数字がわからなくなった際には、単位を確認しましょう。
回転の速さ・移動の速さには、それぞれ2種類の表し方があります。
回転の速さ
内部給油とは? 外部給油とは?
内部給油とは、タップ、ドリル、エンドミルなどの工具について、
切削タップとは、被削材を削ることにより、めねじを加工するタップのことです。
ハンドタップ、スパイラルタップ、ポイントタップは切削タップに該当します。
転造タップとは、被削材にタップの形状を転写させること(塑性流動(そせいりゅうどう))により、めねじを加工するタップのことです。
削らないため、切りくずは出ません。