エンドミル2枚刃と4枚刃の使い分けは?
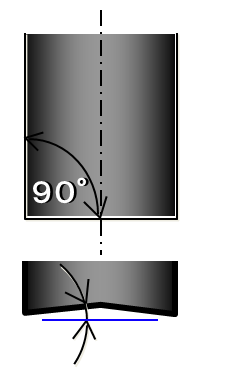
一般的に溝切削、穴加工等切りくずの排出が困難な加工は2枚刃エンドミルを使用致します。
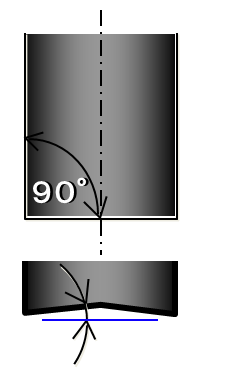
側面切削など切りくずの排出が容易な加工には4枚刃(多刃)エンドミルを使用して効率を上げます。
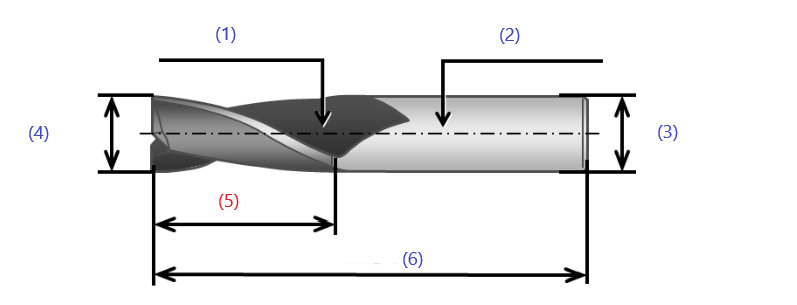
エンドミルの刃数と特長
・工具剛性(A)
刃数が多いとエンドミルの 心厚が厚くなり、たわみにくくなる。側面切削で精度の良い加工が可能となる。また、多刃で高能率が可能。
・ チップポケット(B)
刃数が少ないと チップポケットが広くなり、切りくず排出性が高くなる。切りくず排出性が求められる溝加工や穴加工に有利。