フラットドリルとは?
先端フラット形状のドリルで、ADF・ADFOシリーズが該当します。
先端フラット形状とは、ドリルの先端角が180度で、平らな形状をしたものです。
先端角のあるドリルでは加工しにくい加工において、メリットがあります。
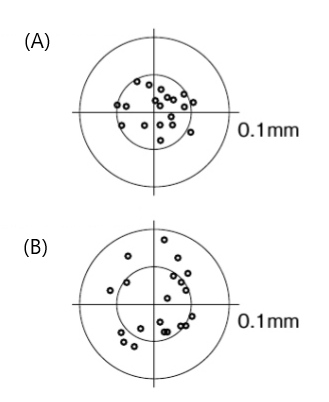
傾斜面や曲面加工においては、先端角が原因でドリルがずれてしまうためです。
先端フラット形状は、ドリルがずれる径方向に負荷がかかるのを抑制します。
先端フラット形状のメリットは、これだけではございません。
ドリルにかかる負荷が径方向にかかりにくいということは、ワークにも同様の事が言えます。
ワークに径方向の負荷がかかりにくいというのは、薄板加工などのバリの抑制にも効果があります。
そ