PTねじ加工の下穴径
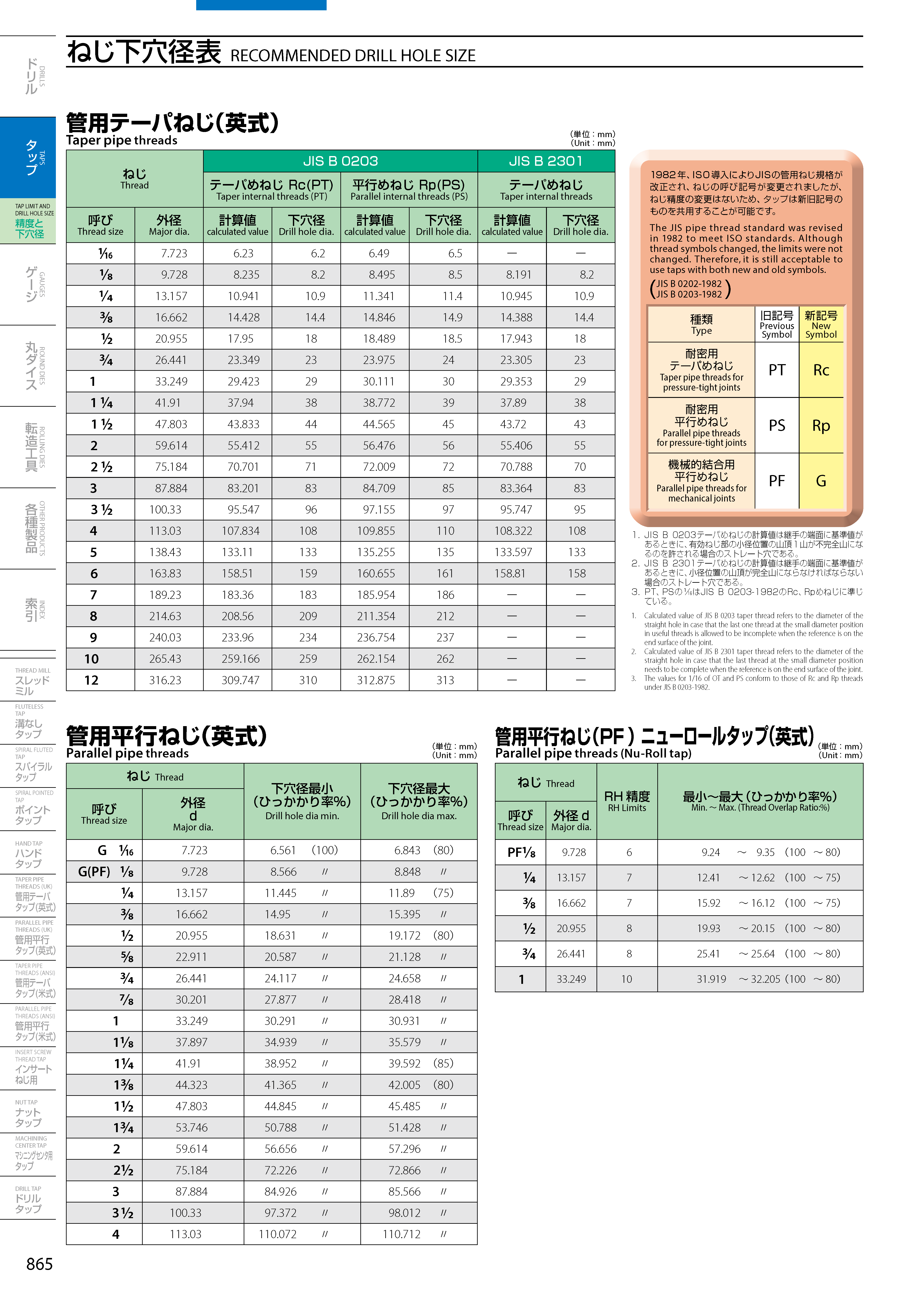
下穴はストレート穴を推奨します。
PTねじをタップ加工する際の下穴径をカタログ表記値よりも大きくしたい場合、呼び1/4PT以上ならカタログ推奨値より+0.3mmまで、呼び1/8PT以下なら+0.2mmまでが許容範囲とお考え下さい。
43 件中 41-43 件を表示
PTねじ加工の下穴径
下穴はストレート穴を推奨します。
PTねじをタップ加工する際の下穴径をカタログ表記値よりも大きくしたい場合、呼び1/4PT以上ならカタログ推奨値より+0.3mmまで、呼び1/8PT以下なら+0.2mmまでが許容範囲とお考え下さい。
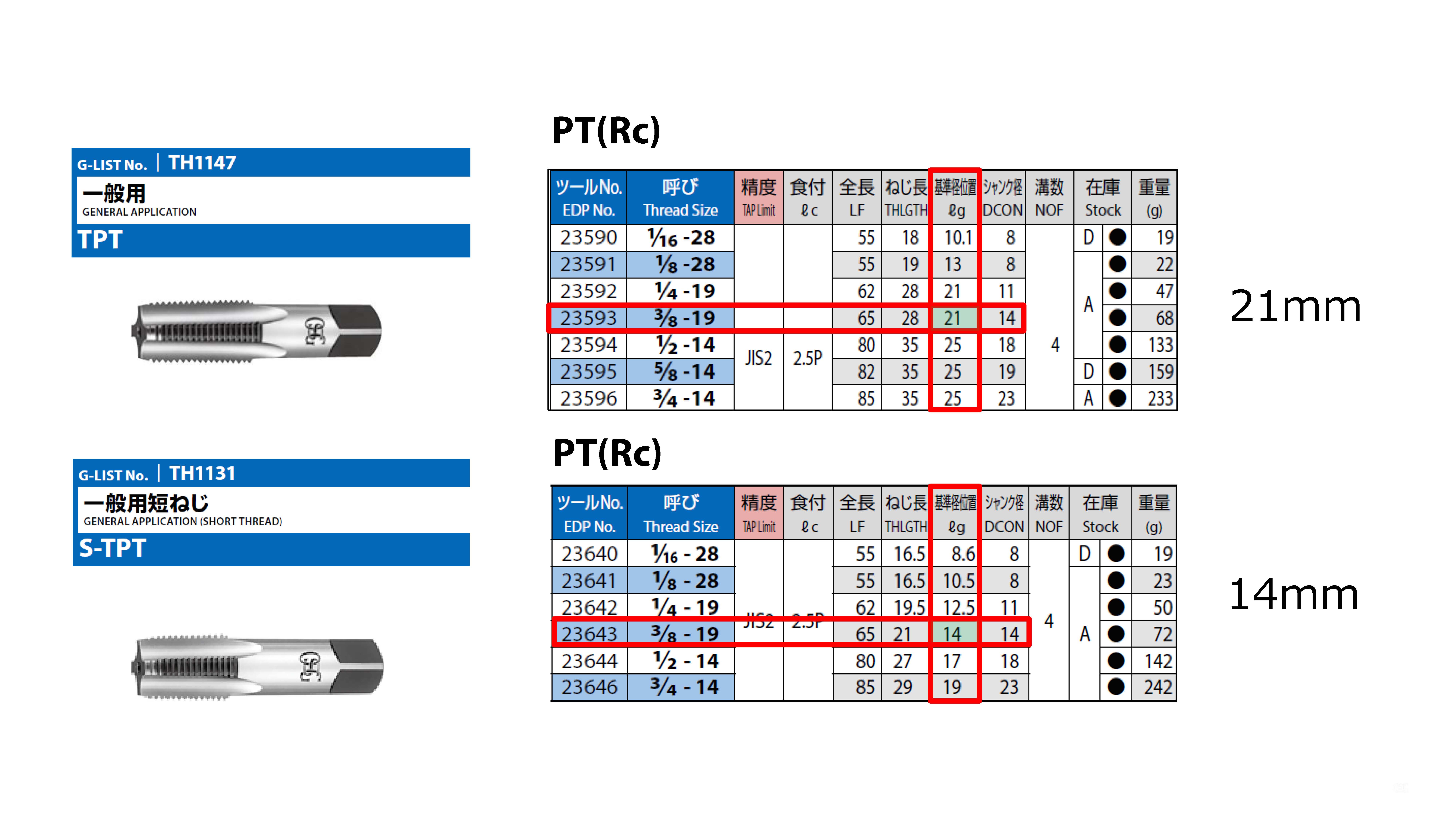
管用テーパタップの加工深さはどれくらい?
カタログの基準径位置の数字が加工深さの目安となります。
例 :管用テーパタップの加工深さ PT3/8の場合
管用テーパタップTPT(長ねじ形) PT3/8ねじを加工する場合の加工深さは、21mmとなります。
管用テーパタップS-TPT(短ねじ形) PT3/8ねじを加工する場合の加工深さは、14mmとなります。