467UNFとUNJFねじのタップの下穴は異なります。
航空宇宙用UNJFの方が内径(下穴)が大きく設定されています。
43 件中 31-40 件を表示
めっき処理に対して必要なタップのオーバサイズ量は、めっきの膜厚から計算します。
めっきの厚みが加わった状態がねじのどこの部分の径が大きくなる事を考慮すべきかというと、それはねじ山の斜面(フランク)の部分の径である「有効径」です。
メートルねじやユニファイねじのように、ねじ山形が全角で60°のめねじにめっきがかかった場合、直角三角形の3辺比=1:2:√3にて、計算予測が可能です。
ねじの有効径へのめっき厚分の加算量は、片側でめっき厚の2倍。径なので、両側では4倍です。よって、めっき厚の4倍が、タップ選定時のオーバサイズの目安となります。
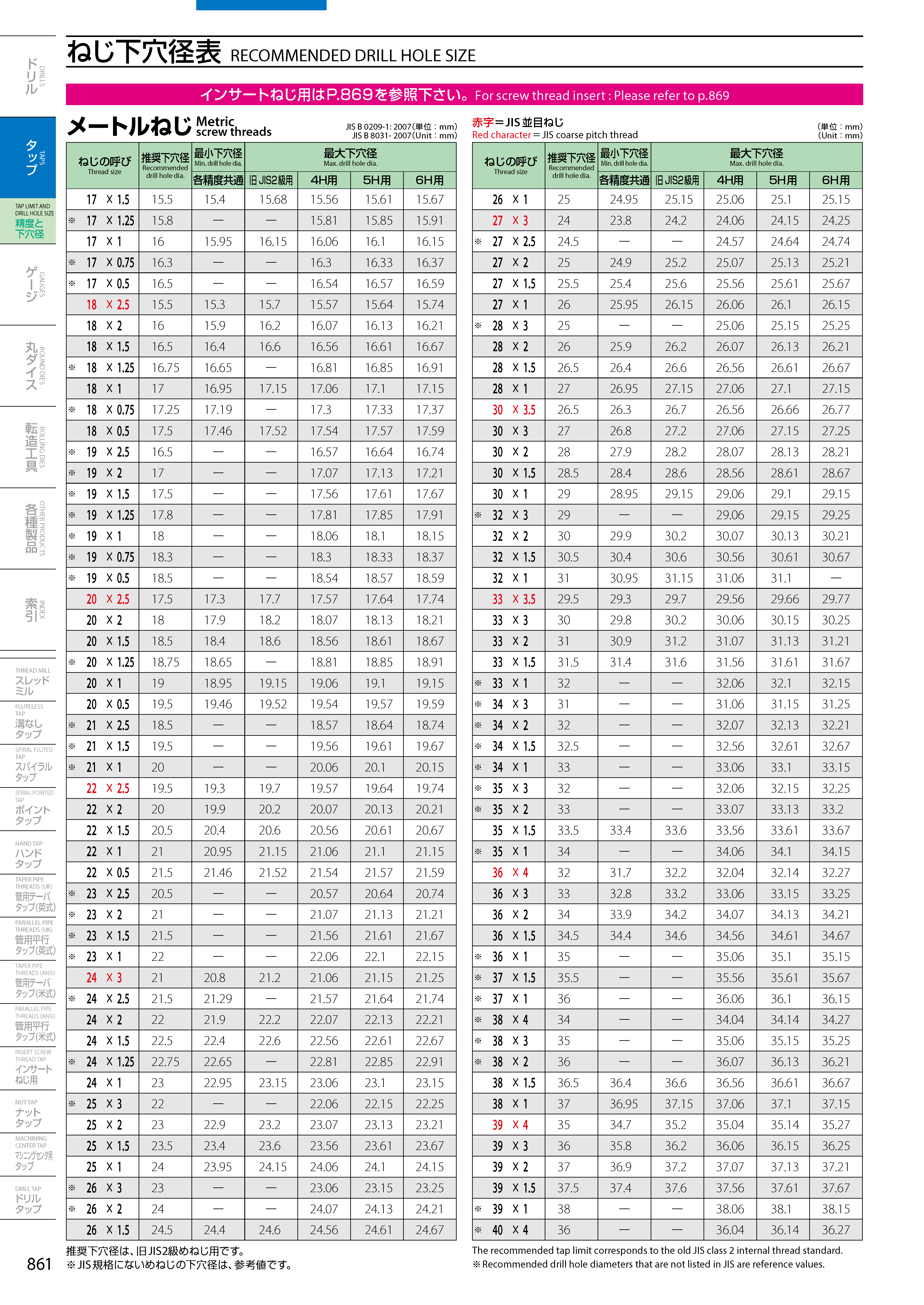
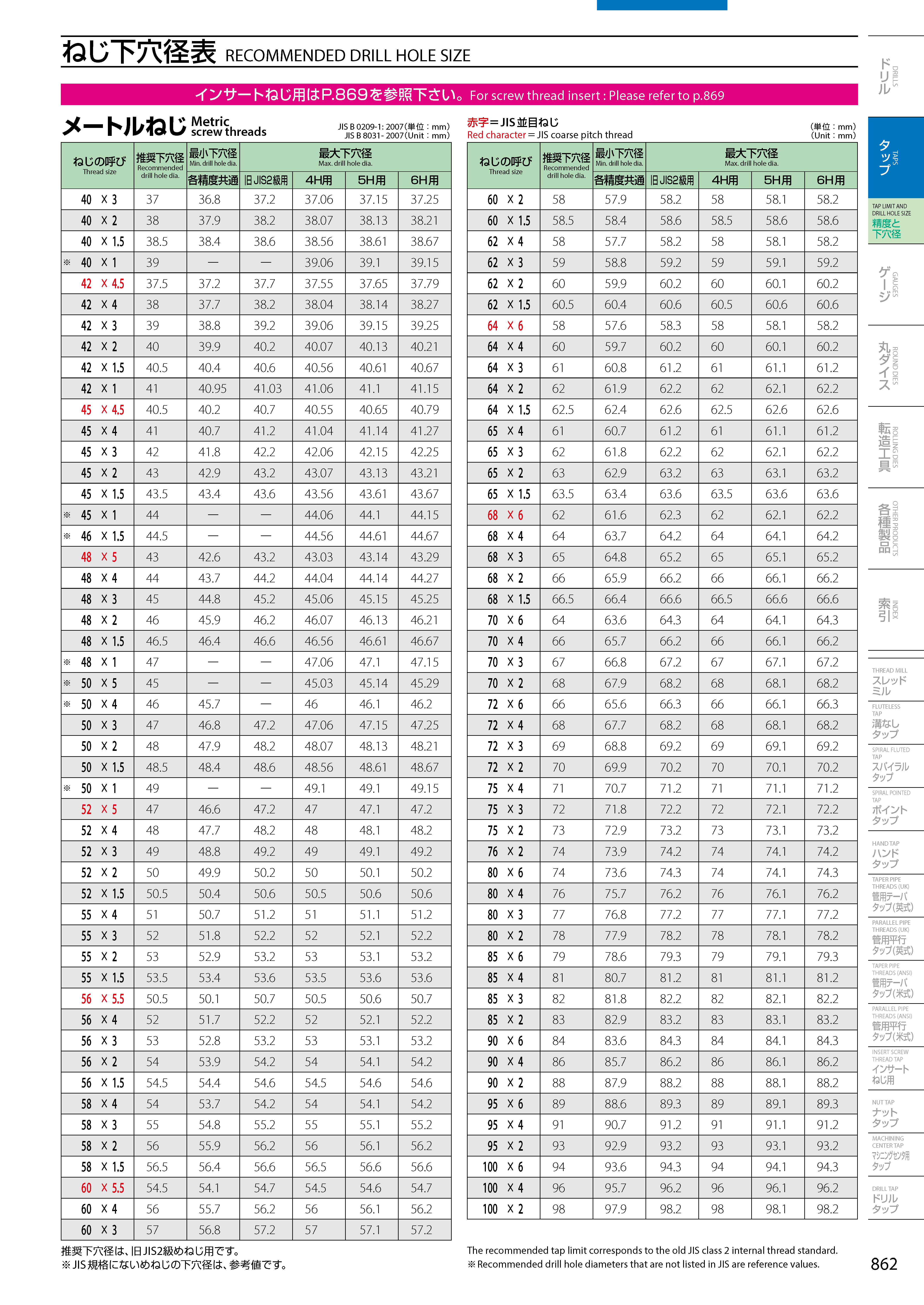
タップ下穴径の一覧表はありますか?
下記よりご参照いただけます。
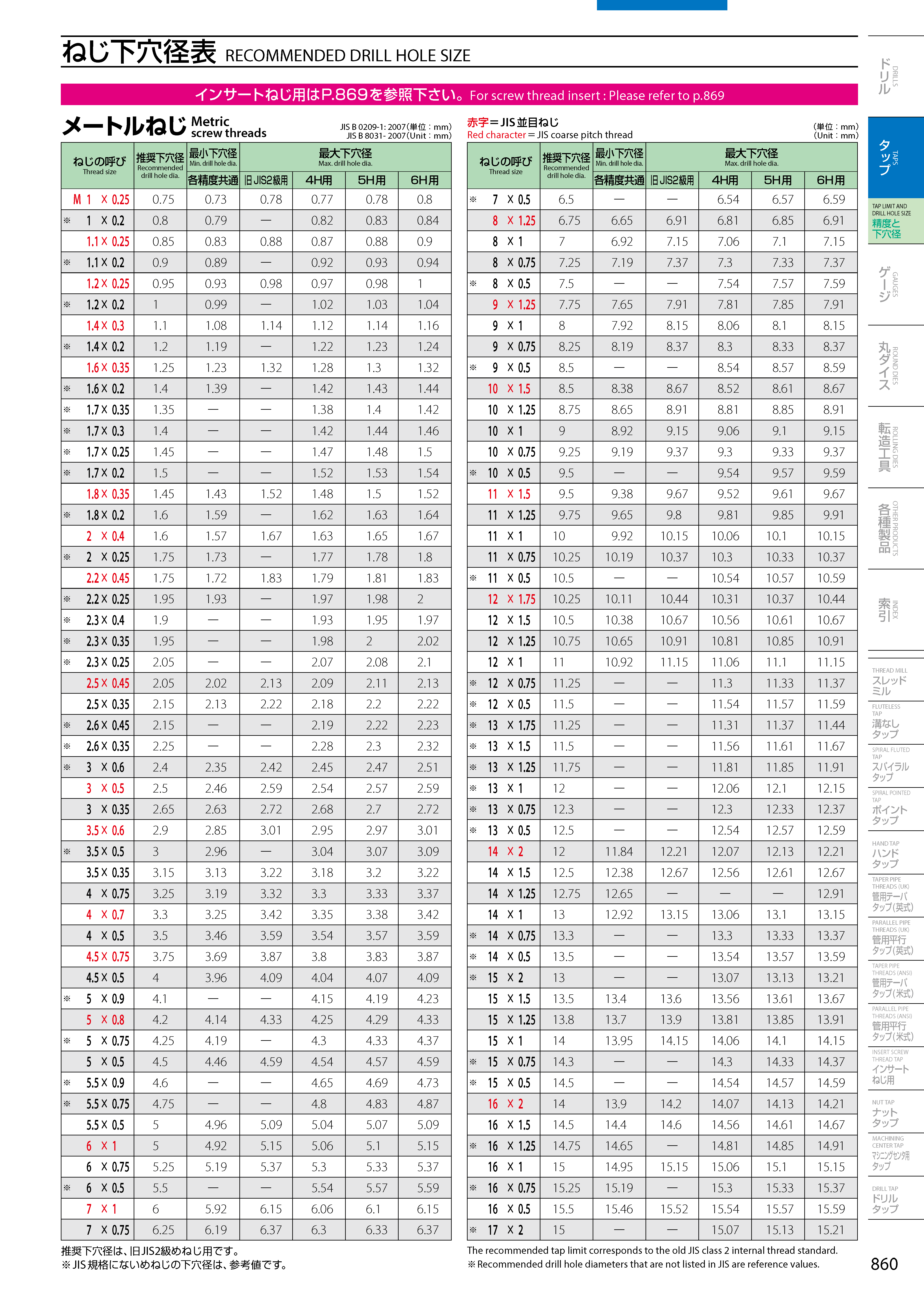
インサートねじ用タップの下穴径は下表よりご参照下さい。
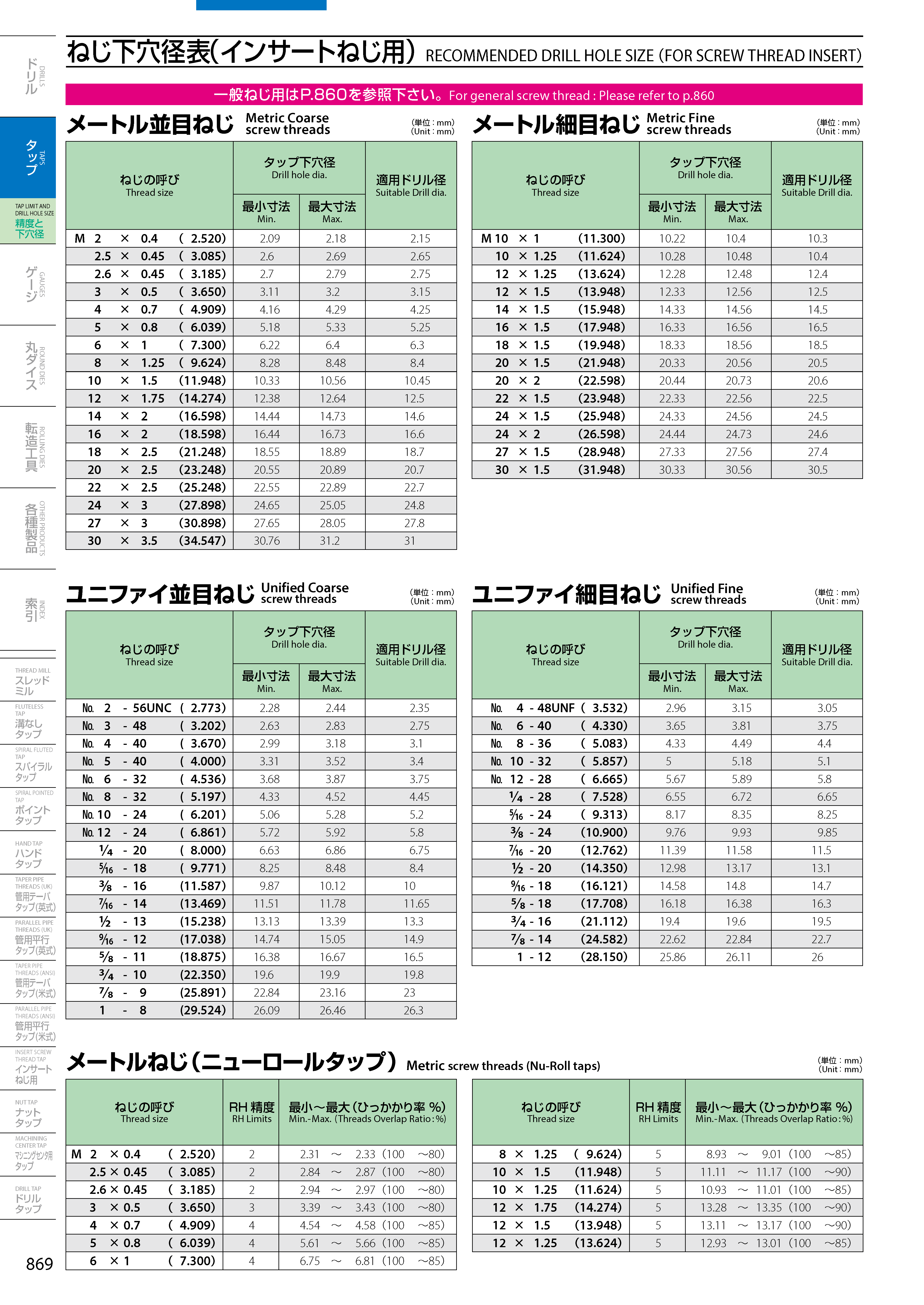
インサートねじ用の切削タップ
・A-SFT HL
・EX-HL-SFT
・EX-HL-POT
・HL-HT
インサートねじ用の転造タップ
・HL-B-NRT
0.5625-18UNJFとは、9/16-18UNJFのインチ表記です。
9/16-18UNFのタップでも、めねじの形は同じなので精度が合えば加工は可能です。
(UNJFの下穴径は、UNFのサイズから変える必要があります。)
ただし、ねじ精度には注意が必要です。
UNJFのような「J」がつくのは航空機用のねじで、ねじ精度が3B級(1級相当)である場合が多いです。
オーエスジーの標準在庫品は2級相当狙いです。 図面指示が2B級であれば、タップは共用可能です。
3Bという1級相当の精度を出すためには、2級(2B)狙いで作られている精度のタップで出すには至難の業です。
3B狙いの精度でつくられたタップを使用したほうが不良が出ずに済みます。
食付きを除去してしまえば切削はできません。
食付きは、タップで切削を行う「切れ刃」の部分です。
下穴深さに余裕がない場合は、ショートチャンファのタップやスレッドミルをご検討ください。
オーバーサーズのタップとは?
「おねじを入れるときつい」「めねじにめっきをかける」「めねじ加工後の熱処理によるひずみ対策」などの客先要望で、
大きめのねじが必要となる場合があります。その際は、標準よりも大きめ、いわゆる「オーバサイズ」のタップをお使い頂く事になります。
※JISハンドブックの表記では、「オーバーサイズ」でなく、「オーバサイズ」となっています。
カタログにおけるタップの精度表記で、ピンクに識別された「STD」というのがスタンダードの意味で、2級めねじ相当適応のタップの推奨精度です。
下記の資料にありますタップの「精度表記」でSTD+1やSTD+2とあるのがスタンダート「STD」より有効径が大きい「オーバサイズ」のタップとなります。
STDはタップの呼び
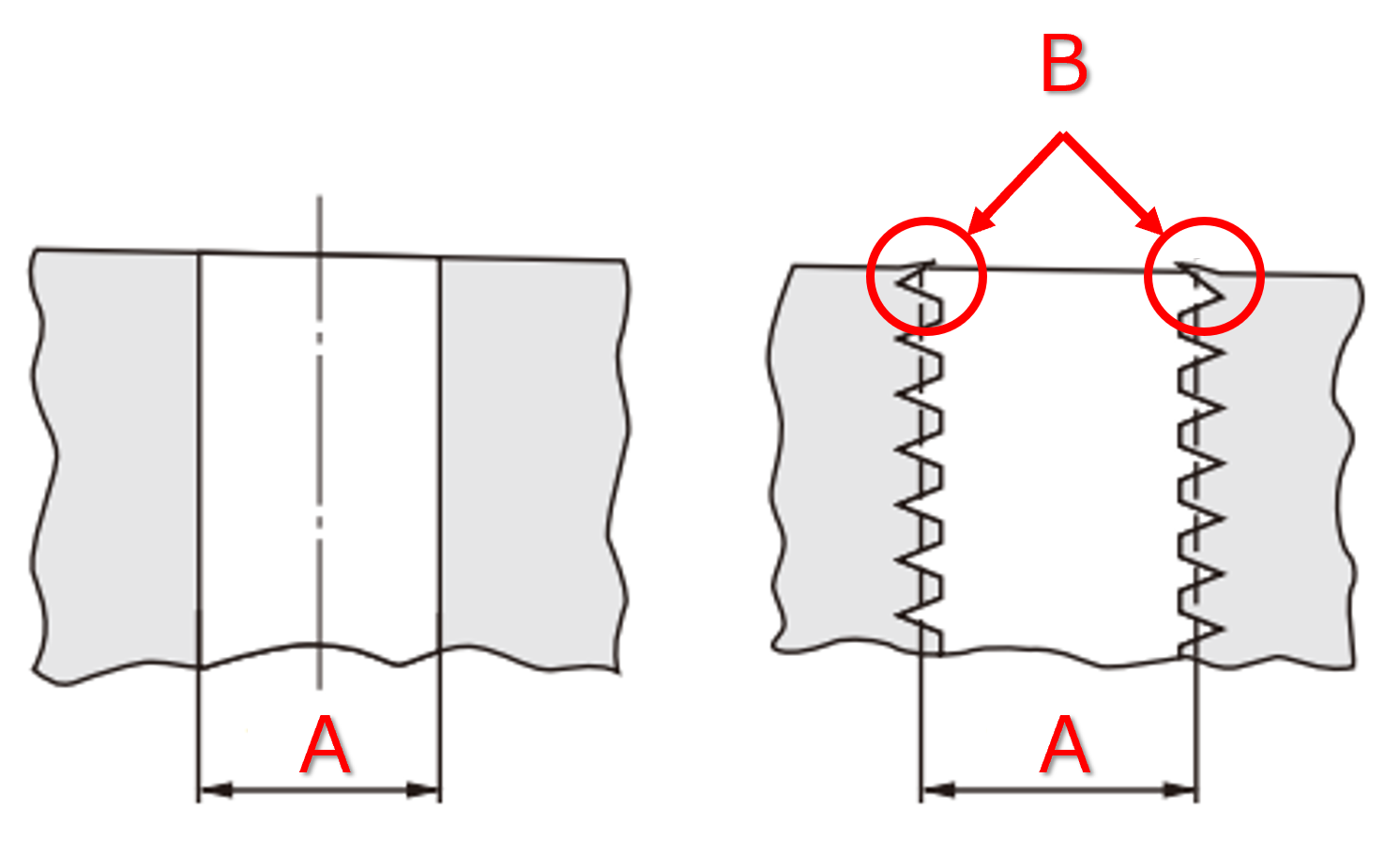
転造タップの加工では、穴の入口にバリが生じることで盛り上がった形状になります。
穴の入口のバリを抑制するためには、転造タップの下穴に、あらかじめ60~70°(全角)の面取りを行うことが有効です。
| 穴の入口端面、面取りしない場合 |
 |