ユニファイねじ 切削タップ下穴径一覧表

(ASNI)ASME B1.1
43 件中 21-30 件を表示
ユニファイねじ 切削タップ下穴径一覧表
(ASNI)ASME B1.1
メートルねじ 溝なしタップの下穴径
ニューロールタップ(NRT・XPFシリーズ)

※現在、ハイロールタップ(HRTシリーズ)は廃番品となってます。

同期送り機構と、フロート式タッパーを同時に使っていませんか?
機械側が1回転1ピッチを調整しても、加工時の負荷でタッパーがフロートしてしまい、タップの送りがずれてしまいます。
同期送り機構付き設備でタップ加工する際は、フロートしないダイレクトチャックか、
同期送りを邪魔しない位のわずかなフロート量に調整された同期送り機構付き設備専用タップホルダの使用をご検討下さい。
オーエスジーでは、メンテナンスフリーで長寿命な同期送り機構付き設備専用タップホルダ「シンクロマスター」のご用意があります。
幅広い対応が可能なAタップと相性抜群で、安定したタップの長寿命化とねじたて長さの安定が狙えます。
タップ加工において、めねじのねじ山がえぐられたように痩せた状態を、「山やせ」といいます。そのような形状になるにはいくつか原因が考えられます。
・タップの芯ずれ
・溶着
等々・・・
ここで、さらに注意したい点が以下の点です。
・軸方向への拡大
ここでは、軸方向の拡大が起きる場合の原因と対策をご紹介します。ねじの形状を出すためには、タップも1回転で1ピッチで進む必要があります。
しかし、加工負荷が原因で1回転1ピッチより、スパイラルタップは進み気味に、ポイントタップは遅れ気味になります。
その送りのずれが、ねじの山やせの原因となります。
タップ加工で特に注意すべき点は下記になります。
①タップ選定
被削材の種類や硬さにに適したタップを使用しているかをカタログの適応被削材一覧より確認しましょう。通り穴 or 止まり穴によっても選ぶべき切りくず排出方向のタップを選定する必要があります。
・止まり穴
切りくずがタップシャンク側に排出されるスパイラルタップが適します。
・通り穴
切りくずがタップの進行方向側へ排出されるポイントタップが適します。
・切りくずがつながりにくい被削材
アメリカ標準管用ねじ 下穴径とタップの工具径は?NPT NPSC NPTF NPSF
・ 下穴径
ドリルで下穴を加工する際は、下表の「リーマを使用しない場合」の値を参照ください。
・ タップの工具径
切削条件を計算する際の工具径は、ねじ外径の数字を参照ください。
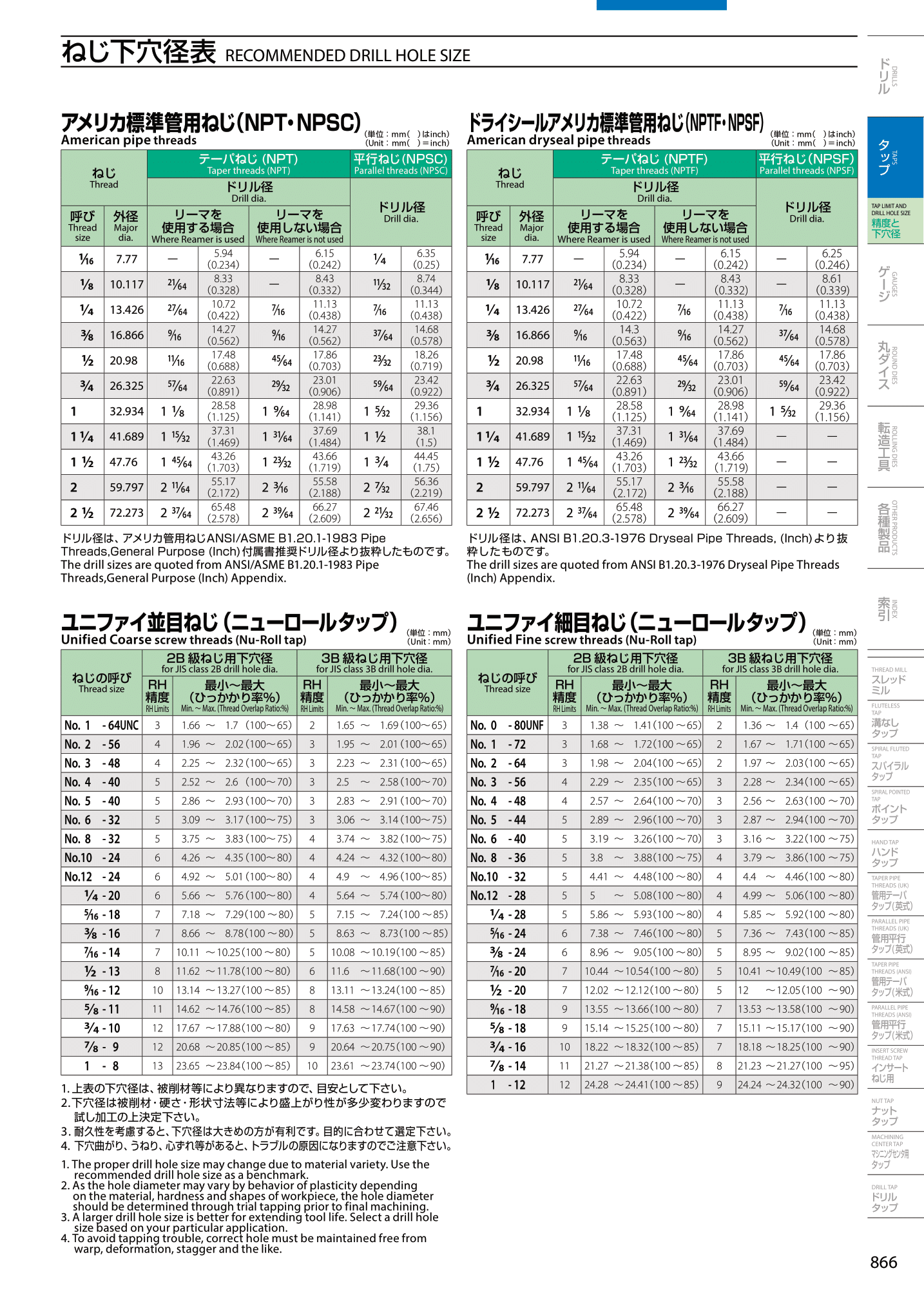
PTやRcねじの下穴径やタップの工具外径が異なりますのでご注意ください。
(英式)管用ねじ 下穴径とタップの工具径は? Rc PT G PF
管用ねじの下穴径は、下記リンクよりご参照ください。

以下のねじの下穴径とタップ外径を確認する事ができます。
管用テーパねじ(英式)PT Rc
管用平行ねじ(英式) G PF
管用ねじの呼びは、インチでの表現ですが、計算では出せない別の数字です。ねじの外径もインチから算出するより大きい値です。これは規格で定められています。タップの加工条件は工具径を表のねじ外径を参考いただき計算ください。
使用できません。
下穴が貫通していても、ねじが貫通していない場合は、「止り穴」と捉えていただきスパイラルタップを使用してください。
ポイントタップでのねじ加工では、切りくずが被削材から離れるのは、タップ食付き部が完全に貫通した時です。
下穴の途中でポイントタップを逆回転させた場合、タップの切削部分から離れた切りくずは被削材につながったままの状態になります。
その状態で、タップを逆転してしまうと被削材につながったままの切りくずがタップに噛みこんでしまい、タップの欠けやねじの不良の原因になってしまう恐れがあります。