PT threaded pilot hole diameter
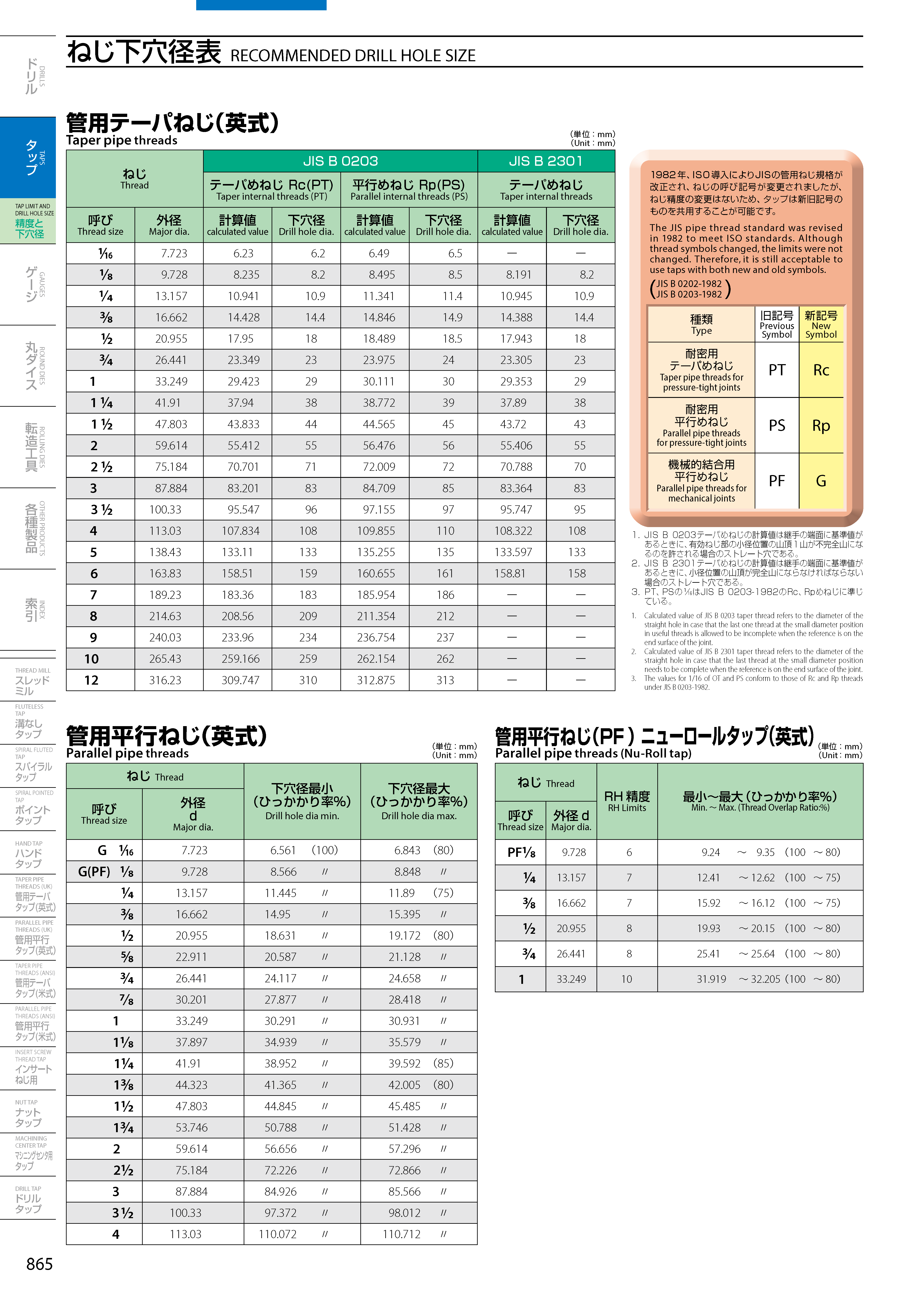
Straight holes are recommended for pilot holes.
If you want to increase the pilot hole diameter when tapping PT screws than the catalog value, consider that the allowable range is up to +0.3 mm from the catalog recommended value for nomi