The pilot holes of the taps of the 467UNF and UNJF threads are different.
The UNJF for aerospace applications has a larger minor diameter (pilot hole).
显示31-40的 43 结果
The amount of tap oversize required for the plating process is calculated from the plating coating thickness .
When it is considered that the diameter of the part of the screw increases when the thickness of the plating is added, it is the "effective diameter", which is the diameter of the slope (flank) part of the thread.
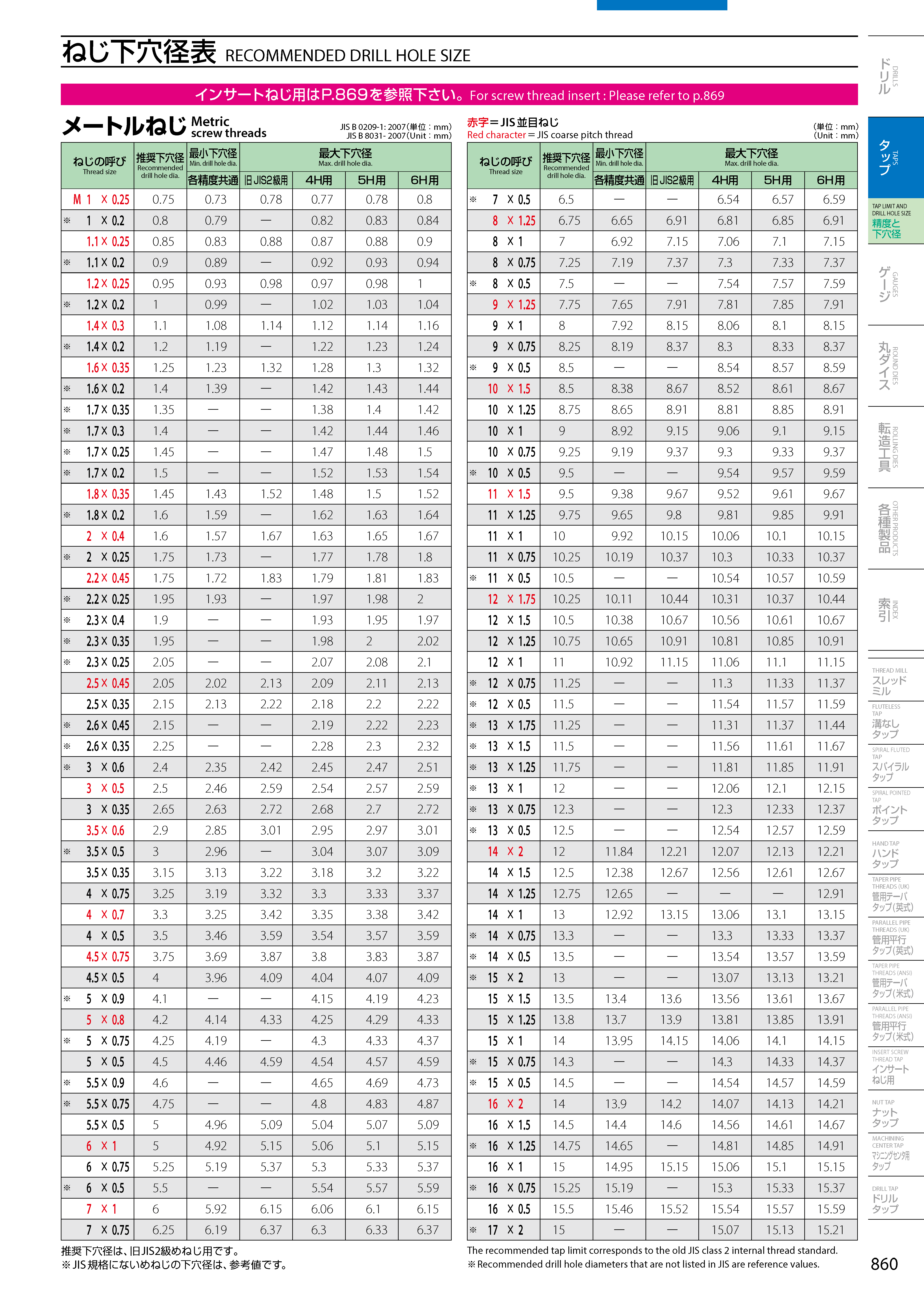
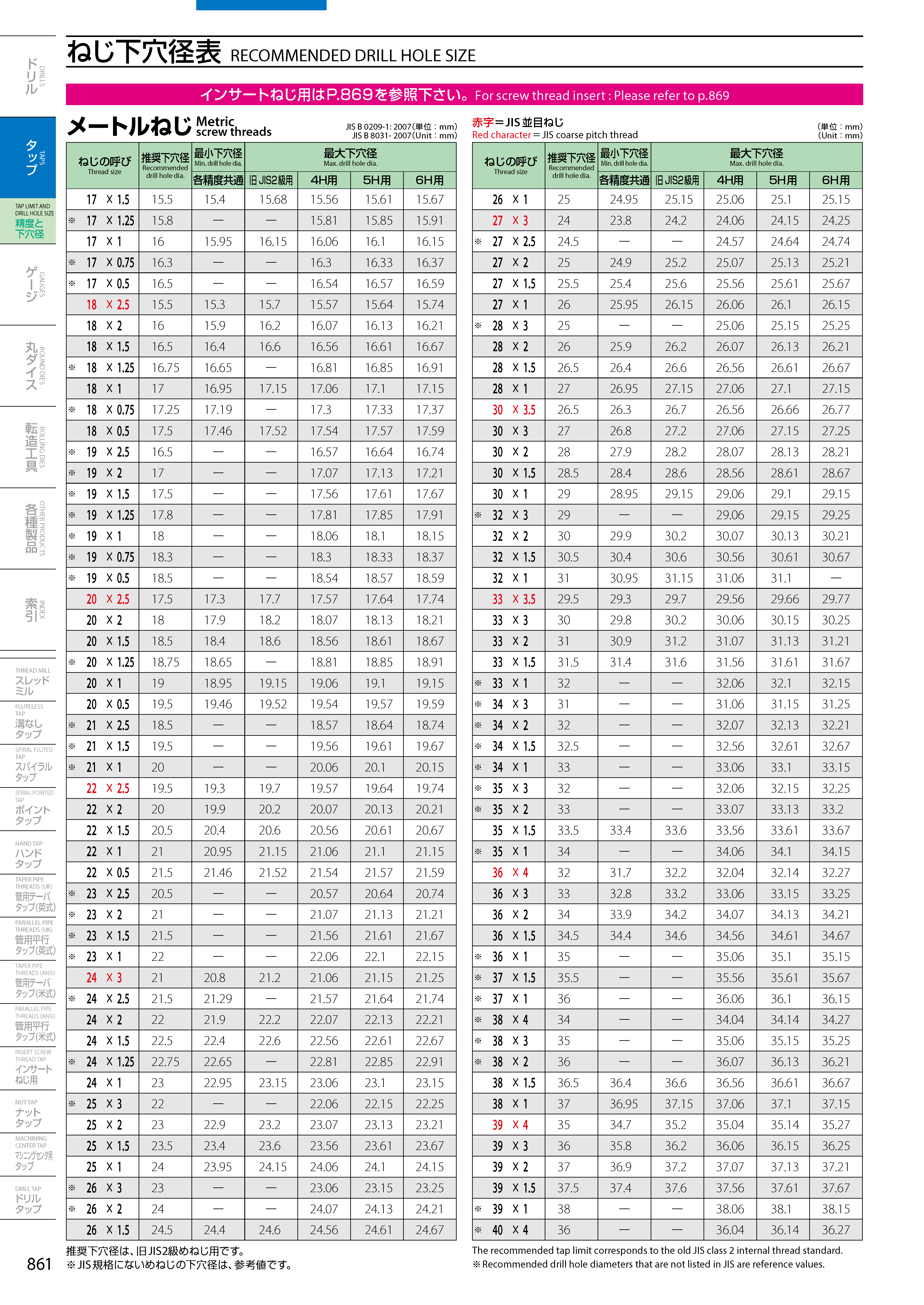
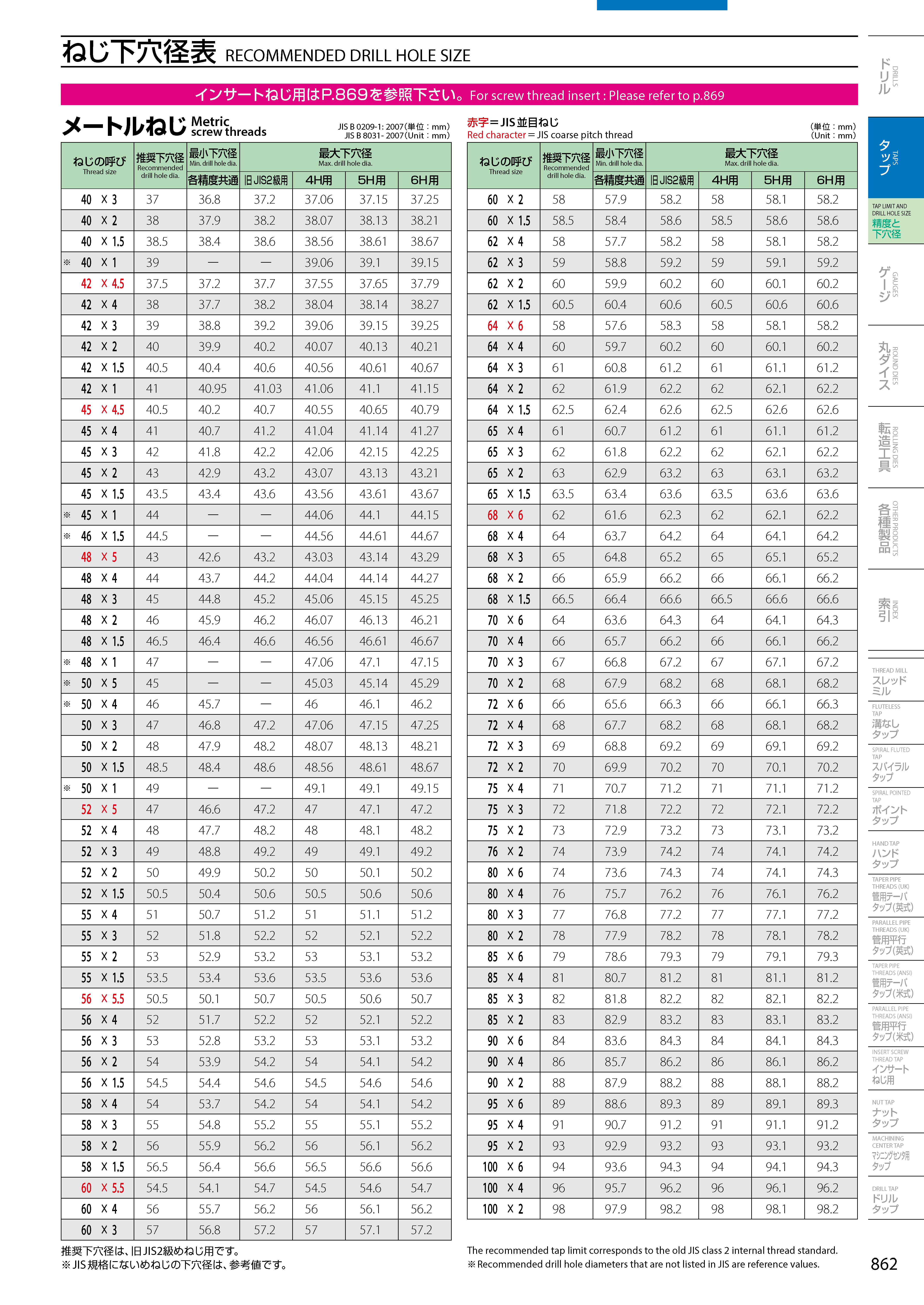
Is there a list of tap pilot hole diameters?
You can refer to it from the following link.
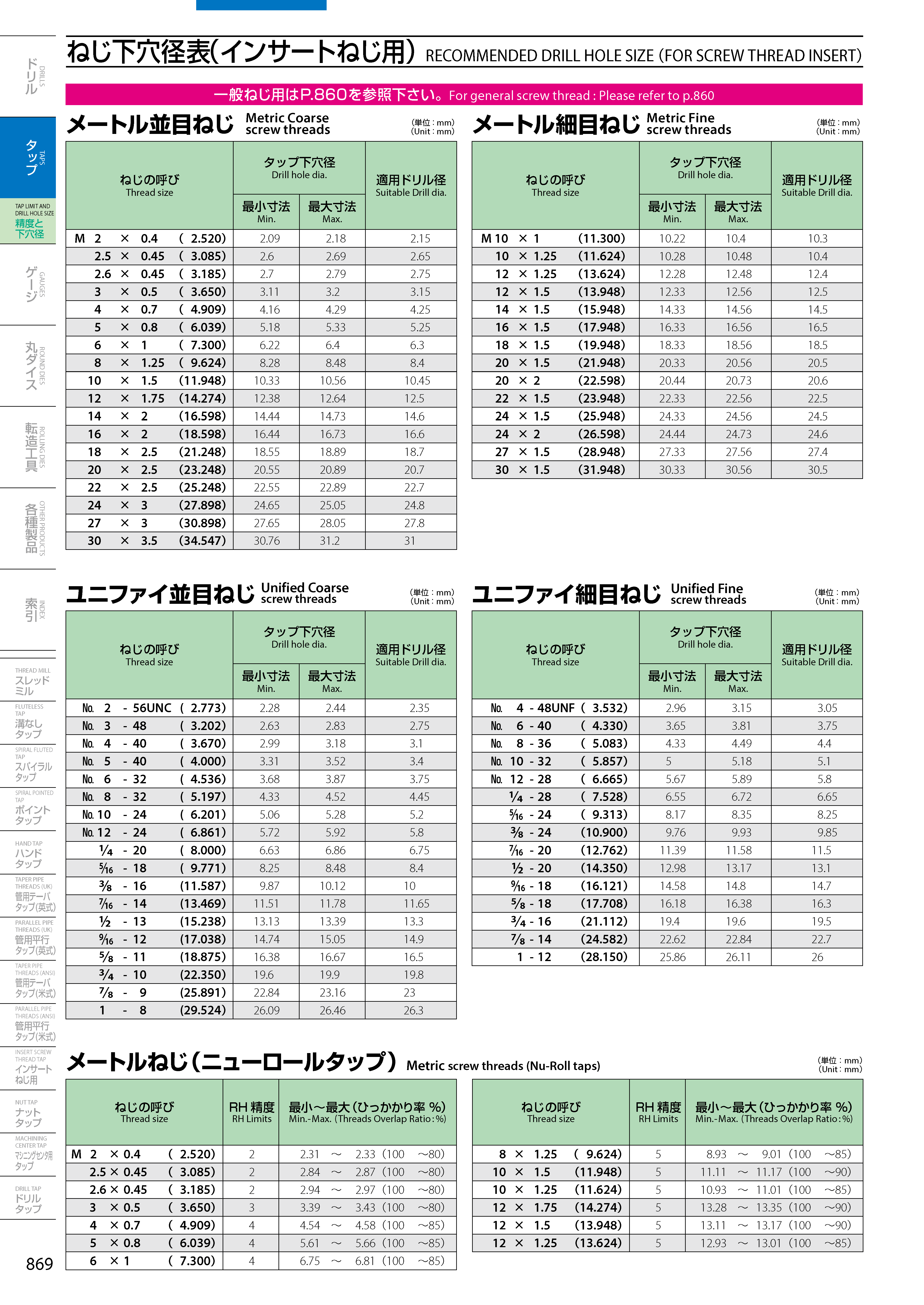
Please refer to the table below for the pilot hole diameter of the insert screw tap.
Cutting taps for insert screws
・A-SFT HL
・EX-HL-SFT
・EX-HL-POT
・HL-HT
Rolling taps for insert screws
・HL-B-NRT
0.5625-18UNJF is the inch notation of 9/16-18UNJF.
Even with 9/16-18UNF taps, the shape of the internal thread is the same, so if the accuracy is correct, machining is possible.
(The pilot hole diameter of the UNJF must be varied from the size of the UNF.) )
However, you need to pay attention to the thread accuracy.
Screws with a
Once the chamfer is removed, it cannot be cut.
Chamfer is the part of the "cutting edge" that is cut by tapping.
If you don't have enough pilot hole depth, consider a short chamfer tap or thread mill.
What is Upper Thirds Tap?
At the request of customers such as "tight when external thread is inserted", "plating on internal thread ", "strain countermeasures by heat treatment after internal thread processing", etc.
Larger screws may be required. In that case, you will use a so-called "
In forming tap processing, burrs form on the hole entrance , resulting in a raised shape.
In order to suppress the burr of the hole entrance , it is effective to perform a chamfer of 60~70° (full-width) in advance on the pilot hole of the forming tap .