What to do if the machine stops during machining with a pipe taper Tap
Pipe taper Tap machining tends to require 2~3 times the cutting torque compared
43 件中 11-20 件を表示
What to do if the machine stops during machining with a pipe taper Tap
Pipe taper Tap machining tends to require 2~3 times the cutting torque compared
What is the tool diameter of a tap for insert screws?
The tool diameter of the insert screw tap is larger than that of the metric thread tap for the same size .
The pitch is the same. For the tool diameter of the tap used in the calculation of cutting data, etc., please refer to the number in parentheses for
Forming tap ( forming tap ) Machining Procedure
To process the forming tap , follow these steps:
Forming tap Machining Procedure (1) Pilot hole processing
Pilot hole drilling is performed.
* The pilot hole
Forming tap is always cracked at the top of the thread pile during processing.
If the shape of the part is defective, the pilot hole diameter before forming tap machining is too large and the rise is insufficient.
Alternatively, it is possible that the pilot hole diameter is too small and is too raised (overrol
The cause of burrs in the forming tap can be the shape of the pilot hole, the lubricity of the cutting oil, and the cutting data. Please check the following points.
Pilot hole
・Finish of pilot hole diameter
・ Is the bend of the pilot hole and roundness bad?
・Conditions for pilot hole processing
If the chips are thin and short, it can be said that it is a good shape that is easy to discharge.
If the chips are thick and long, there is a risk of them getting caught in the tap, so you need to be careful.
In the case of spiral fluted tap , chips are discharged in the opposite direction to the direction of travel of the tap, so if the chips ar
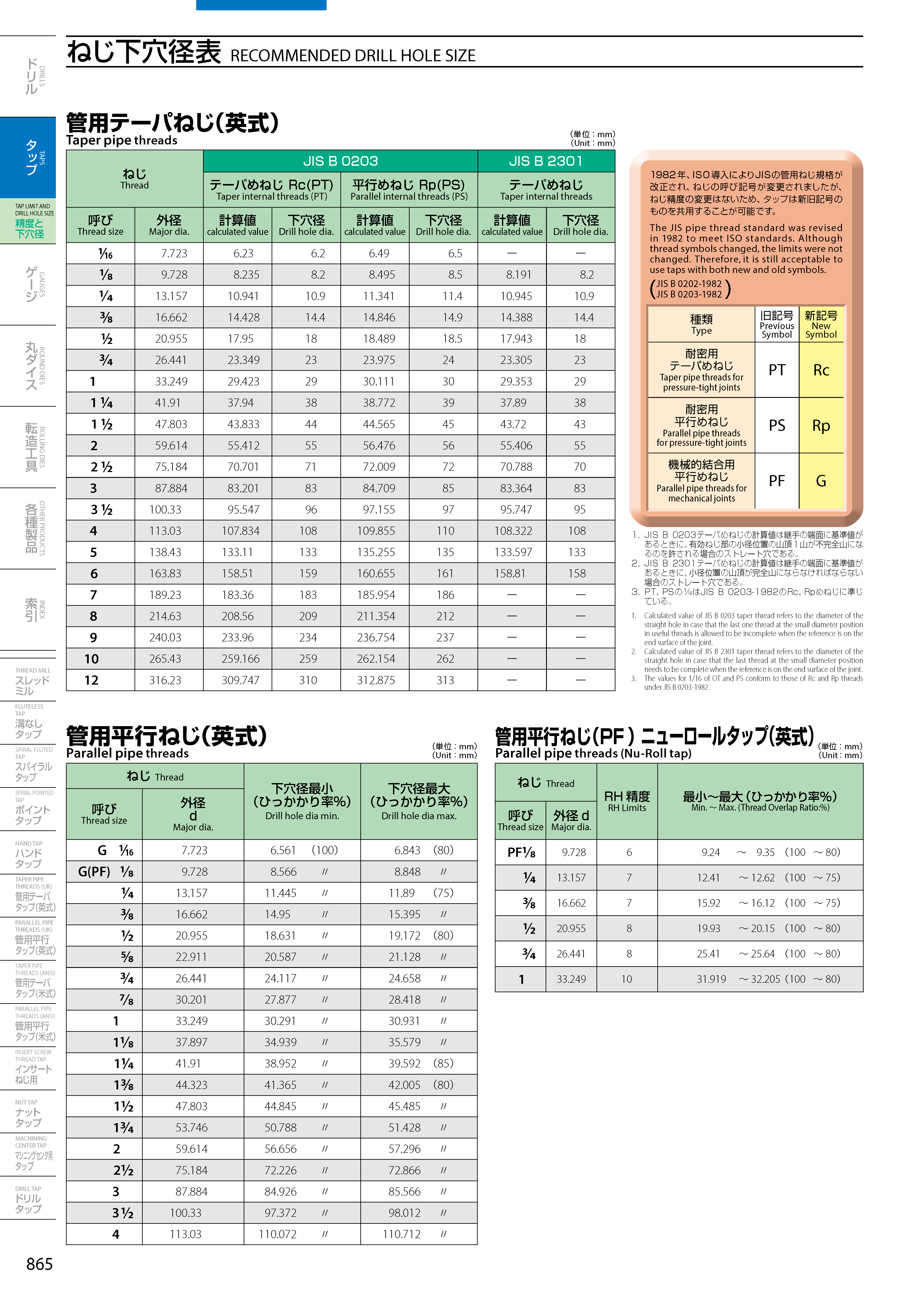
Pilot hole diameter of pipe screws PT, PS, Rc, Rp, PF, G