マシンタップという表現には様々な解釈がありますので注意が必要です。
国内では以下のいずれかであるケースが多いです。
- ナット加工専用機械で使われる“ナットタップ”(品名記号=NT)を指す
- 手加工ではなく機械加工主体という意味で“スパイラルタップ(品名記号=SFT)”や“ポイントタップ(品名記号=POT)”を指す
一方、海外では以下のケースも存在します。
- ストレート溝 (品名記号MT)=国内でいうハンドタップ仕様のことを指す
<
17 件中 11-17 件を表示
HRC硬度からの工具選定
加工したい被削材が、カタログの対応被削材の欄にない場合や調質等により性質が変化している場合の工具選定においては、被削材硬さが1つの目安になります。
■ドリルとタップの被削材硬度別選定表
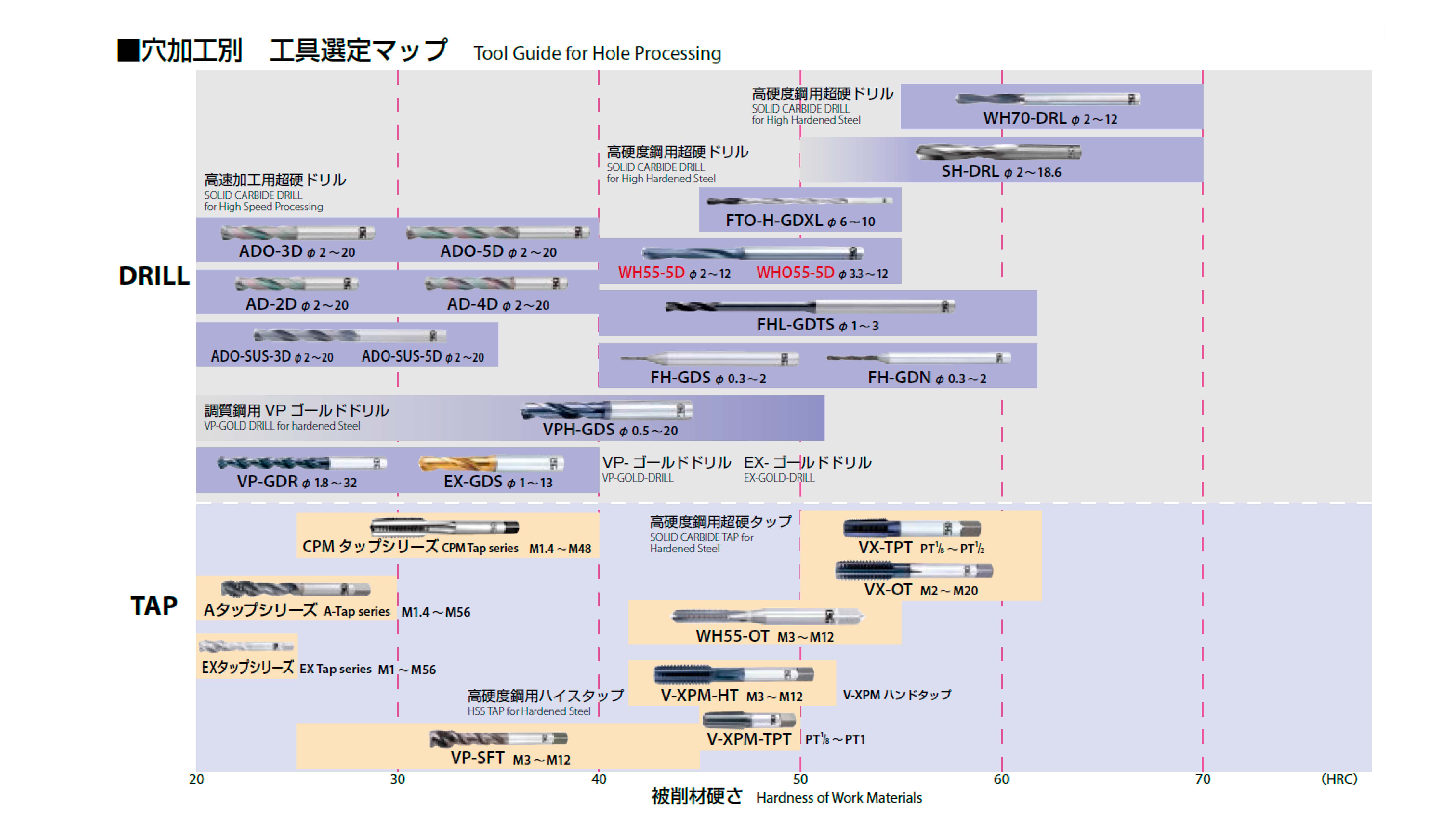
ドリルやタップに限らず、エンドミル等においても同様です。
対応被削材欄の焼き入れ鋼の箇所にHRC硬度別の対応目安がございますので、ご参考下さい。
SUS用や深穴用等の用途別工具には、硬度の他にも耐溶着性や刃先の切れ味等、その材質に合わせ
6Hが加工できるタップはある?
6Hとはめねじ精度のことです。
図面指示のめねじ精度6Hが加工できるタップはあるか?という意味となります。別途、呼びとピッチ等の情報が必要となります。
めねじ精度6Hとは、ISO導入後のJISめねじ精度で2級に相当するものです。タップは2級相当を狙いとした(タップ精度:STD)ものが使えます。
一般機械の締付け用が2級相当となります。5H(M1.4以下)。5HでもM1.6以上は1級相当となります。
※ねじゲージは2級と6Hの共用できません。図面指示のゲージを使用する必要があります。