ニューロールタップ(NRT)とハイロールタップ(HRT)、共に転造タップともいいます。
HRTは基本性能を備えた転造仕上げのタップでM6以下のサイズ限定となっているのに対し、NRTは研削仕上げのタップで工具母材・各種コーティング・用途別仕様・小径~大径の豊富な選択肢を展開しており多様な加工ニーズへの対応が可能です。
なおそれぞれの推奨下穴径は若干異なります。
ただしHRTは現在廃盤品となってます
Showing 81-88 of 88 results
ニューロールタップ(NRT)とハイロールタップ(HRT)、共に転造タップともいいます。
HRTは基本性能を備えた転造仕上げのタップでM6以下のサイズ限定となっているのに対し、NRTは研削仕上げのタップで工具母材・各種コーティング・用途別仕様・小径~大径の豊富な選択肢を展開しており多様な加工ニーズへの対応が可能です。
なおそれぞれの推奨下穴径は若干異なります。
ただしHRTは現在廃盤品となってます
転造タップのシャンクにある「P」や「B」という表記は食付き長さを表すものです。
ニューロールタップ(NRT)では、P(=Plug)は通り穴加工用で食付き長さ4P、B(=Bottoming)は止まり穴加工用で食付き長さ2Pであることを表します。
タップ食付き長さは加工後にそのままねじ奥で不完全ねじ長さとなって残ってしまうため止まり穴加工では2Pを基本的に推奨します。
また、食付き長さが長いほど工具寿命面で有利なので通り穴加工には4Pを推奨します。
ただし止まり穴であっても下穴深さに十分余裕が確保されているならば4Pを選定することで耐久向上を図ることも可能です。
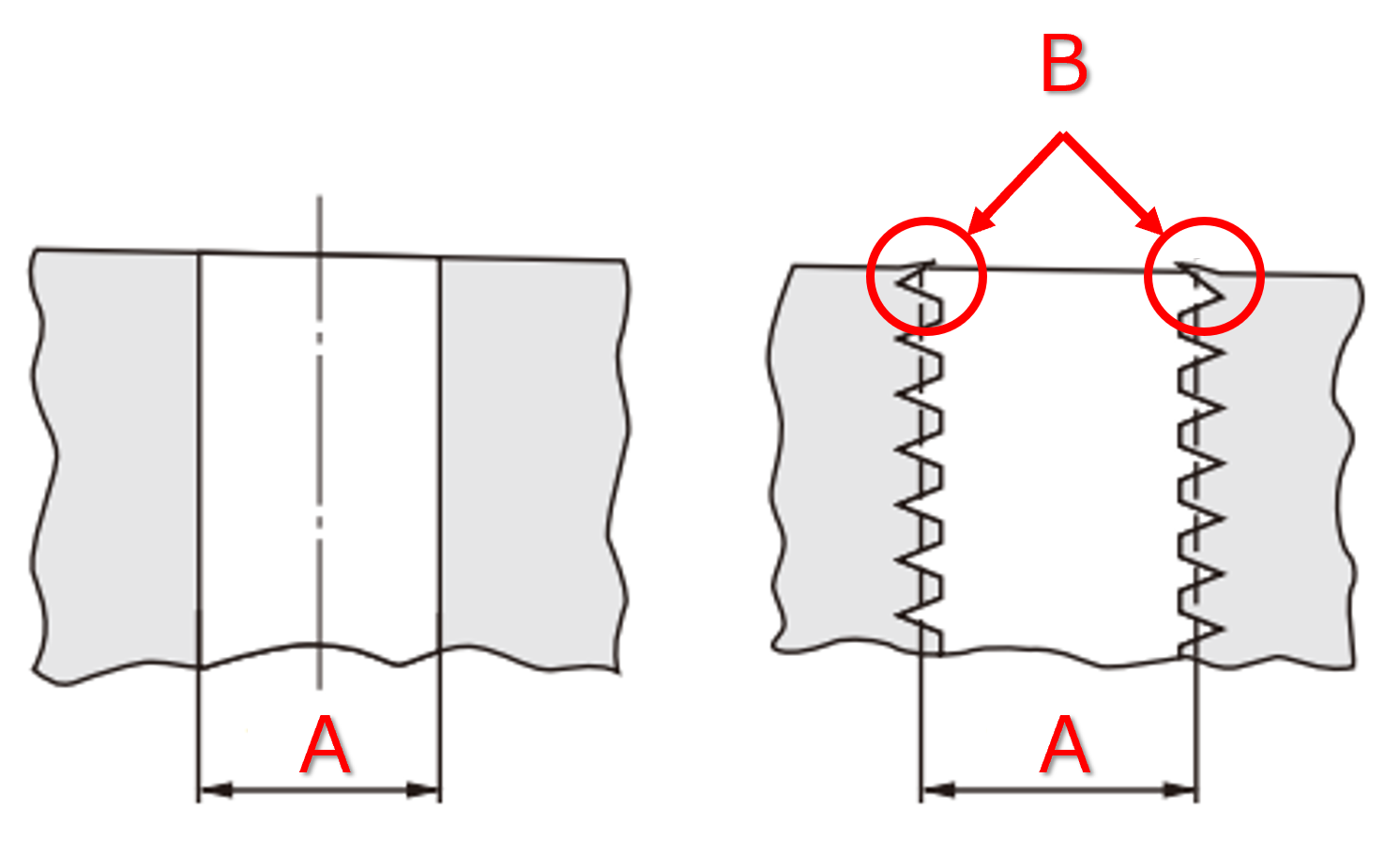
転造タップの加工では、穴の入口にバリが生じることで盛り上がった形状になります。
穴の入口のバリを抑制するためには、転造タップの下穴に、あらかじめ60~70°(全角)の面取りを行うことが有効です。
| 穴の入口端面、面取りしない場合 |
 |
PTねじ加工の下穴径
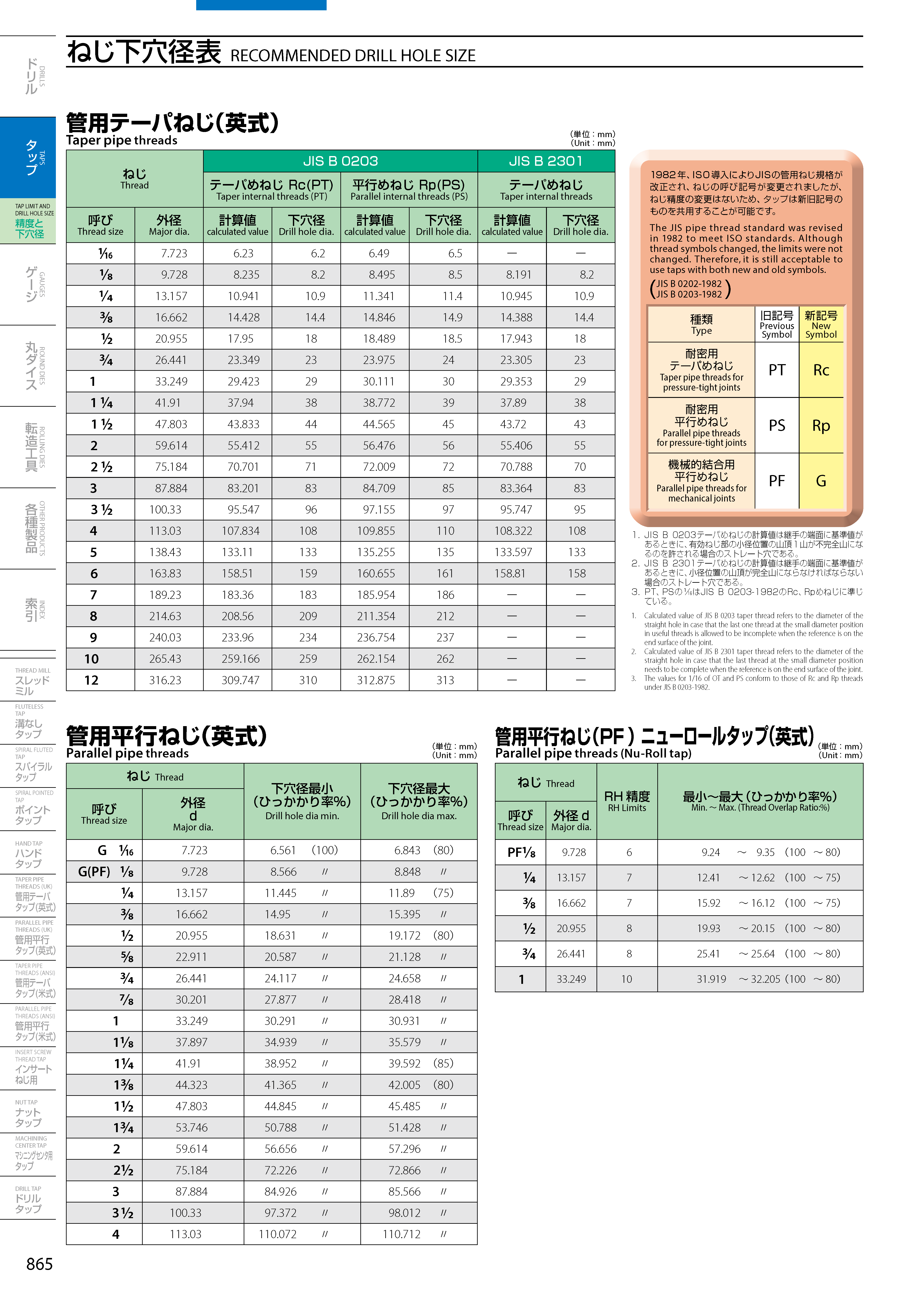
下穴はストレート穴を推奨します。
PTねじをタップ加工する際の下穴径をカタログ表記値よりも大きくしたい場合、呼び1/4PT以上ならカタログ推奨値より+0.3mmまで、呼び1/8PT以下なら+0.2mmまでが許容範囲とお考え下さい。
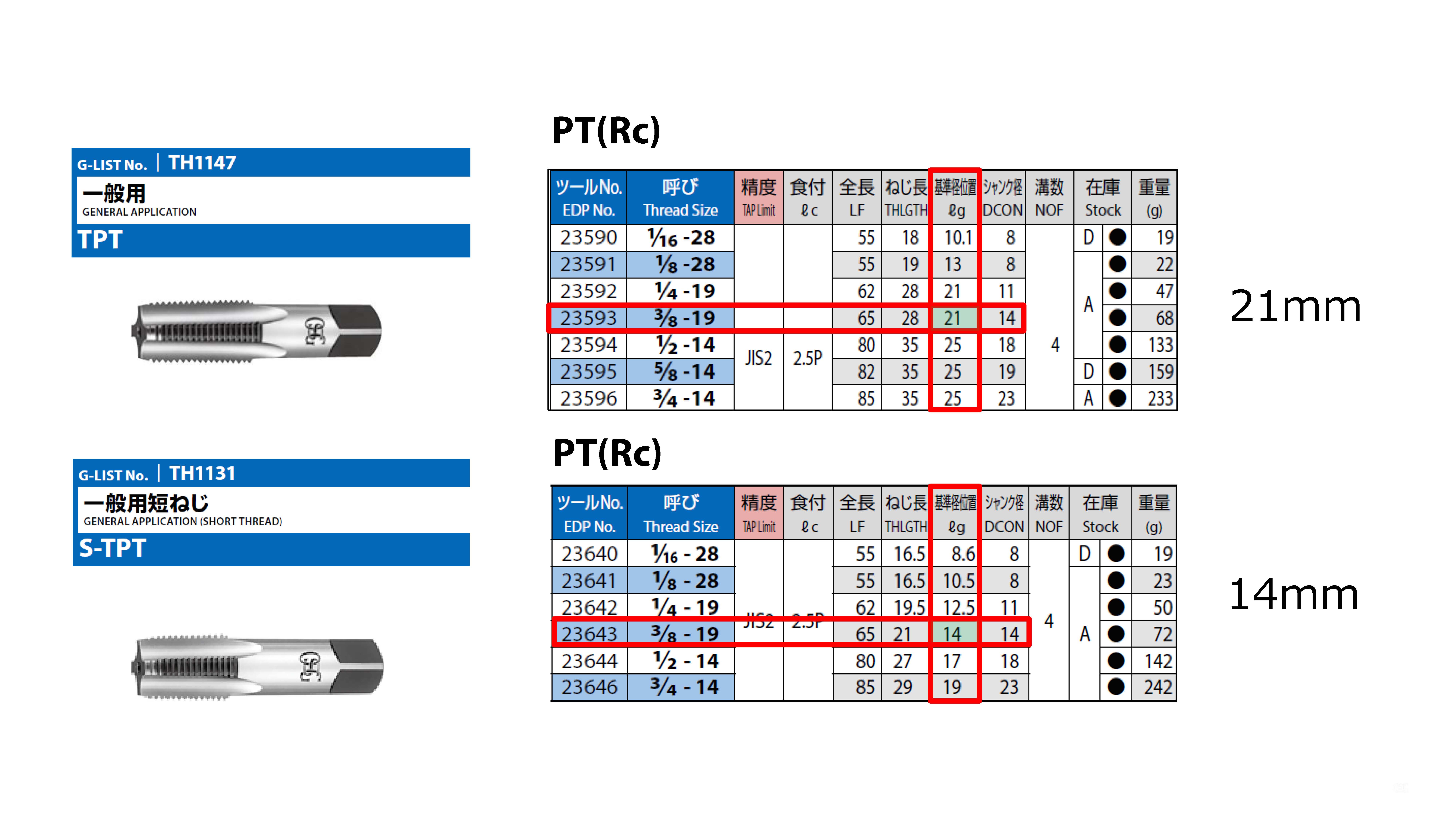
管用テーパタップの加工深さはどれくらい?
カタログの基準径位置の数字が加工深さの目安となります。
例 :管用テーパタップの加工深さ PT3/8の場合
管用テーパタップTPT(長ねじ形) PT3/8ねじを加工する場合の加工深さは、21mmとなります。
管用テーパタップS-TPT(短ねじ形) PT3/8ねじを加工する場合の加工深さは、14mmとなります。
インターラップ形のタップとは、テーパねじ用タップの1種で、タップ完全ねじ部の山が1山とびになるよう除去されているものです。
管用テーパタップでは完全ねじ部でも薄く切削を行います。
インターラップ形は、その薄く切削を行う部分においてねじ山を減らすことで1山1山がしっかりと食付き、加工中の切削抵抗の不安定さを抑える役目を持ちます。
特に、柔らかく抵抗がかかりやすい生材やステンレス鋼に効果を発揮します。
NPTFは谷が浅く山が尖った形状。
お互いつぶし合って嵌め合い、シール材不要なねじとなります。
よって、NPTとNPTFでは工具の共有は出来ません。