インサートねじ用タップの下穴径は下表よりご参照下さい。
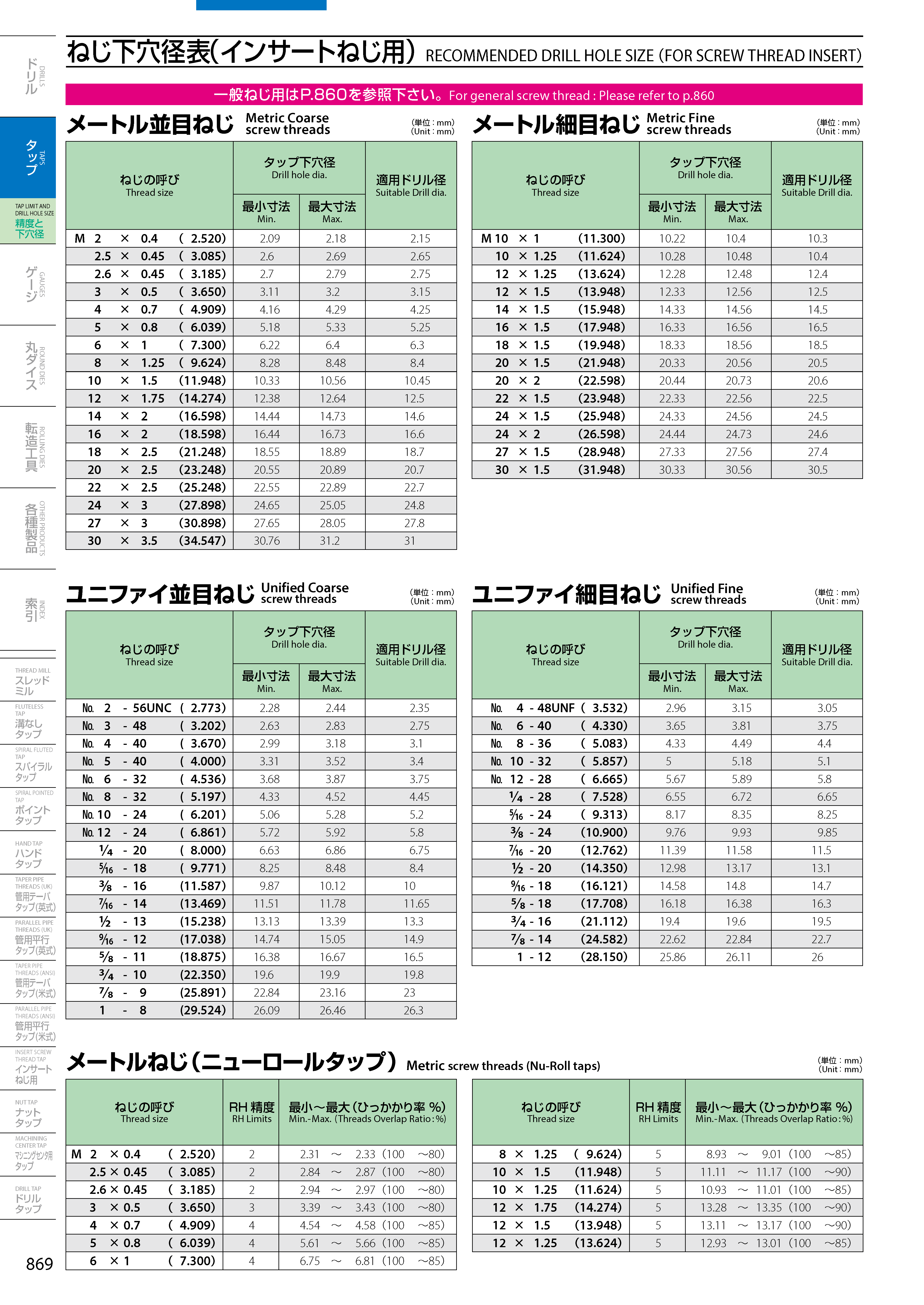
インサートねじ用の切削タップ
・A-SFT HL
・EX-HL-SFT
・EX-HL-POT
・HL-HT
インサートねじ用の転造タップ
・HL-B-NRT
88 件中 71-80 件を表示
インサートねじ用タップの下穴径は下表よりご参照下さい。
インサートねじ用の切削タップ
・A-SFT HL
・EX-HL-SFT
・EX-HL-POT
・HL-HT
インサートねじ用の転造タップ
・HL-B-NRT
0.5625-18UNJFとは、9/16-18UNJFのインチ表記です。
9/16-18UNFのタップでも、めねじの形は同じなので精度が合えば加工は可能です。
(UNJFの下穴径は、UNFのサイズから変える必要があります。)
ただし、ねじ精度には注意が必要です。
UNJFのような「J」がつくのは航空機用のねじで、ねじ精度が3B級(1級相当)である場合が多いです。
オーエスジーの標準在庫品は2級相当狙いです。 図面指示が2B級であれば、タップは共用可能です。
3Bという1級相当の精度を出すためには、2級(2B)狙いで作られている精度のタップで出すには至難の業です。
3B狙いの精度でつくられたタップを使用したほうが不良が出ずに済みます。
食付きを除去してしまえば切削はできません。
食付きは、タップで切削を行う「切れ刃」の部分です。
下穴深さに余裕がない場合は、ショートチャンファのタップやスレッドミルをご検討ください。
オーバーサーズのタップとは?
「おねじを入れるときつい」「めねじにめっきをかける」「めねじ加工後の熱処理によるひずみ対策」などの客先要望で、
大きめのねじが必要となる場合があります。その際は、標準よりも大きめ、いわゆる「オーバサイズ」のタップをお使い頂く事になります。
※JISハンドブックの表記では、「オーバーサイズ」でなく、「オーバサイズ」となっています。
カタログにおけるタップの精度表記で、ピンクに識別された「STD」というのがスタンダードの意味で、2級めねじ相当適応のタップの推奨精度です。
下記の資料にありますタップの「精度表記」でSTD+1やSTD+2とあるのがスタンダート「STD」より有効径が大きい「オーバサイズ」のタップとなります。
STDはタップの呼び
HRC硬度からの工具選定
加工したい被削材が、カタログの対応被削材の欄にない場合や調質等により性質が変化している場合の工具選定においては、被削材硬さが1つの目安になります。
■ドリルとタップの被削材硬度別選定表
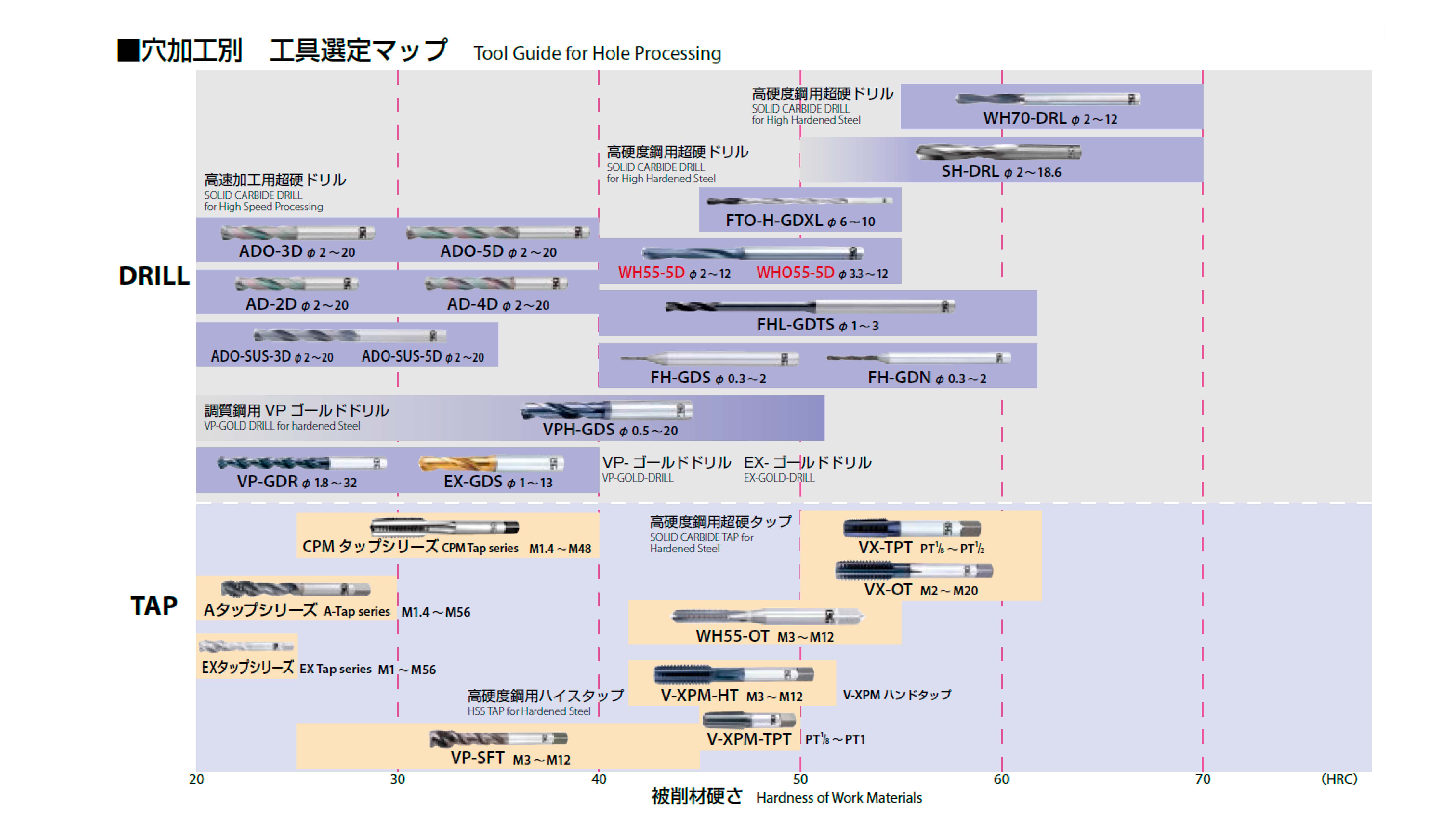
ドリルやタップに限らず、エンドミル等においても同様です。
対応被削材欄の焼き入れ鋼の箇所にHRC硬度別の対応目安がございますので、ご参考下さい。
SUS用や深穴用等の用途別工具には、硬度の他にも耐溶着性や刃先の切れ味等、その材質に合わせ
6Hが加工できるタップはある?
6Hとはめねじ精度のことです。
図面指示のめねじ精度6Hが加工できるタップはあるか?という意味となります。別途、呼びとピッチ等の情報が必要となります。
めねじ精度6Hとは、ISO導入後のJISめねじ精度で2級に相当するものです。タップは2級相当を狙いとした(タップ精度:STD)ものが使えます。
一般機械の締付け用が2級相当となります。5H(M1.4以下)。5HでもM1.6以上は1級相当となります。
※ねじゲージは2級と6Hの共用できません。図面指示のゲージを使用する必要があります。