タップ加工で特に注意すべき点は下記になります。
①タップ選定
被削材の種類や硬さにに適したタップを使用しているかをカタログの適応被削材一覧より確認しましょう。通り穴 or 止まり穴によっても選ぶべき切りくず排出方向のタップを選定する必要があります。
・止まり穴
切りくずがタップシャンク側に排出されるスパイラルタップが適します。
・通り穴
切りくずがタップの進行方向側へ排出されるポイントタップが適します。
・切りくずがつながりにくい被削材
88 件中 51-60 件を表示
タップ加工で特に注意すべき点は下記になります。
①タップ選定
被削材の種類や硬さにに適したタップを使用しているかをカタログの適応被削材一覧より確認しましょう。通り穴 or 止まり穴によっても選ぶべき切りくず排出方向のタップを選定する必要があります。
・止まり穴
切りくずがタップシャンク側に排出されるスパイラルタップが適します。
・通り穴
切りくずがタップの進行方向側へ排出されるポイントタップが適します。
・切りくずがつながりにくい被削材
アメリカ標準管用ねじ 下穴径とタップの工具径は?NPT NPSC NPTF NPSF
・ 下穴径
ドリルで下穴を加工する際は、下表の「リーマを使用しない場合」の値を参照ください。
・ タップの工具径
切削条件を計算する際の工具径は、ねじ外径の数字を参照ください。
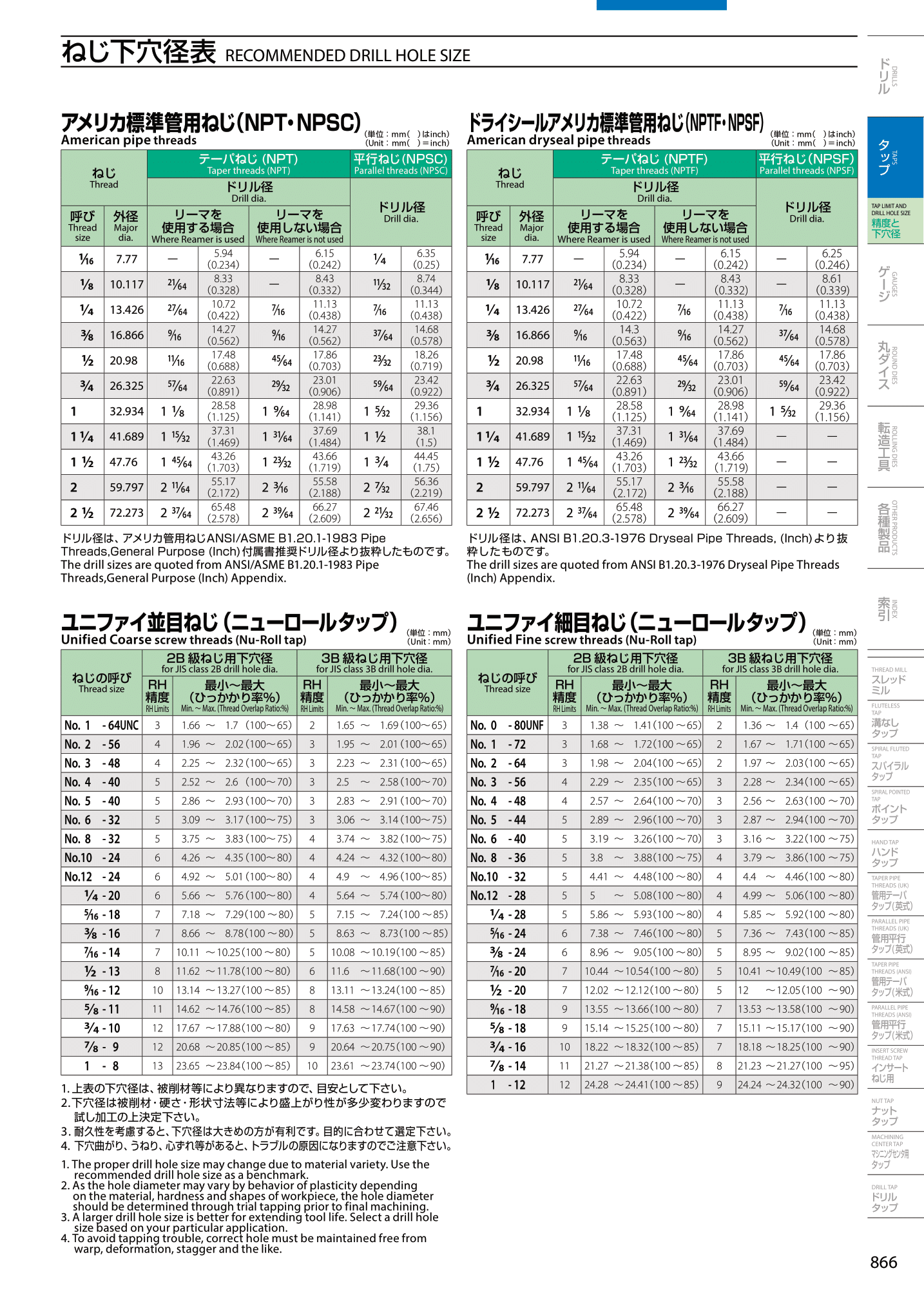
PTやRcねじの下穴径やタップの工具外径が異なりますのでご注意ください。
(英式)管用ねじ 下穴径とタップの工具径は? Rc PT G PF
管用ねじの下穴径は、下記リンクよりご参照ください。

以下のねじの下穴径とタップ外径を確認する事ができます。
管用テーパねじ(英式)PT Rc
管用平行ねじ(英式) G PF
管用ねじの呼びは、インチでの表現ですが、計算では出せない別の数字です。ねじの外径もインチから算出するより大きい値です。これは規格で定められています。タップの加工条件は工具径を表のねじ外径を参考いただき計算ください。
ともに、タップに使われる母材を指します。
・SKSとは、合金工具鋼といいます。
・HSSとは、高速度工具鋼といいます。
この2つの主な性能の違いは、「高温硬さの差」になります。
タッピングを行った際に発生した切削熱に対し、HSSは約600℃まで温度が上がっても高温硬さが高いため、刃先の摩耗がしにくいのです。
SKSのタップは、加工数が少なく手立てで間に合う場合には使われますが、自動車部品の量産加工などにおいては能率的なタッピングが出来ません。
使用できません。
下穴が貫通していても、ねじが貫通していない場合は、「止り穴」と捉えていただきスパイラルタップを使用してください。
ポイントタップでのねじ加工では、切りくずが被削材から離れるのは、タップ食付き部が完全に貫通した時です。
下穴の途中でポイントタップを逆回転させた場合、タップの切削部分から離れた切りくずは被削材につながったままの状態になります。
その状態で、タップを逆転してしまうと被削材につながったままの切りくずがタップに噛みこんでしまい、タップの欠けやねじの不良の原因になってしまう恐れがあります。