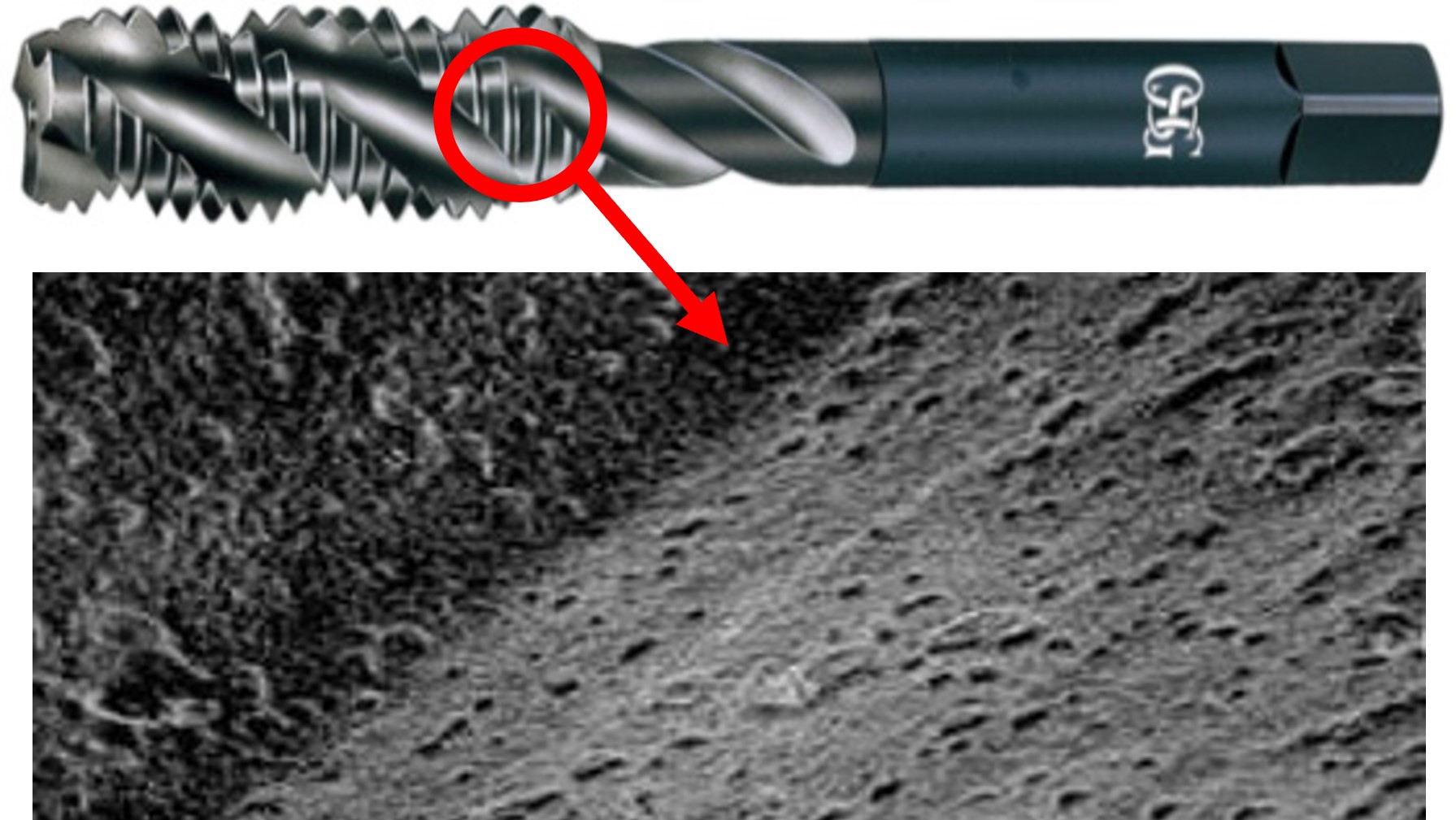
タップ加工において、めねじのねじ山がえぐられたように痩せた状態を、「山やせ」といいます。そのような形状になるにはいくつか原因が考えられます。
・タップの芯ずれ
・溶着
等々・・・
ここで、さらに注意したい点が以下の点です。
・軸方向への拡大
ここでは、軸方向の拡大が起きる場合の原因と対策をご紹介します。ねじの形状を出すためには、タップも1回転で1ピッチで進む必要があります。
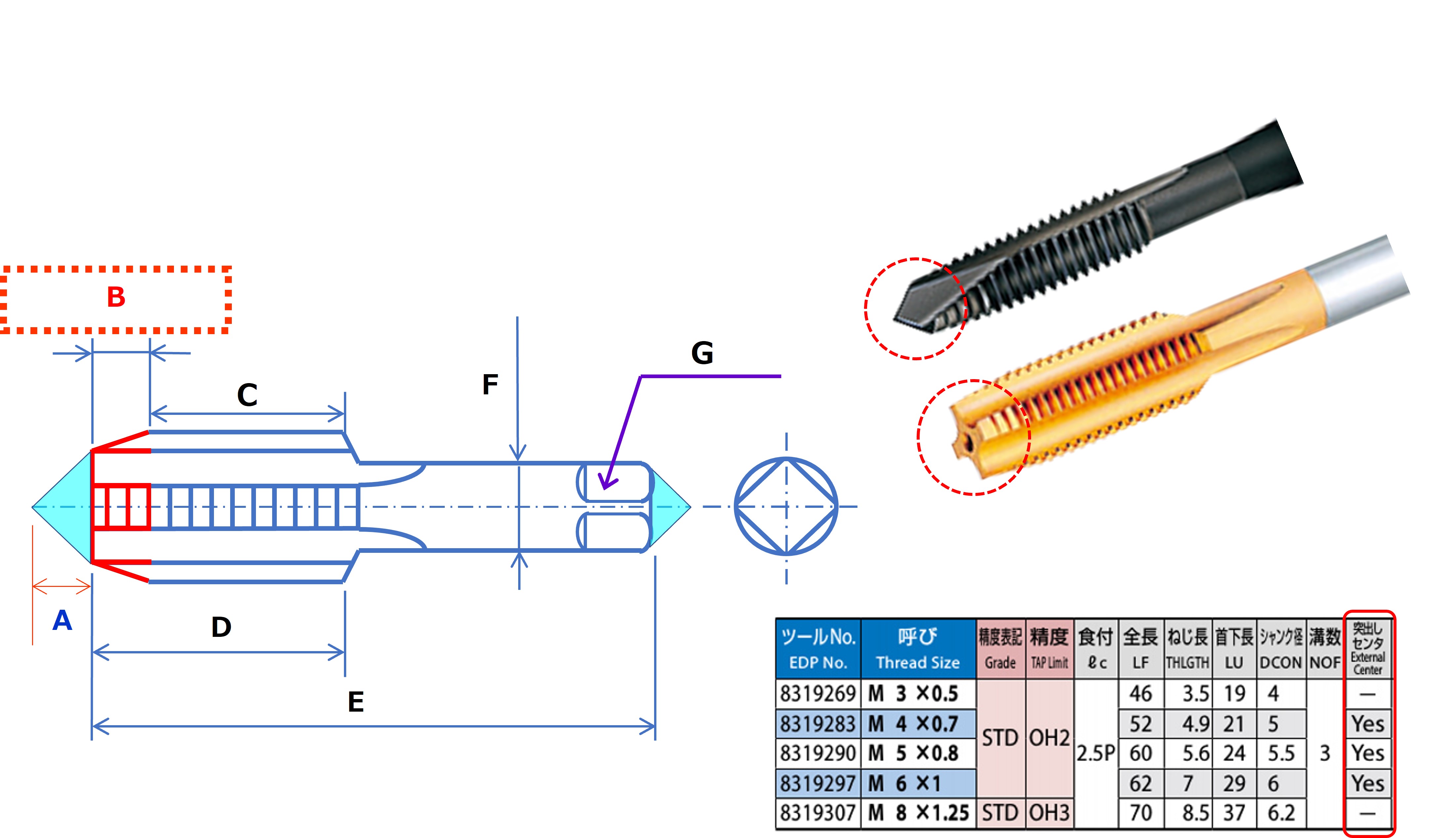
しかし、加工負荷が原因で1回転1ピッチより、スパイラルタップは進み気味に、ポイントタップは遅れ気味になります。
その送りのずれが、ねじの山やせの原因となります。