管用テーパタップ TPTはステップ加工が出来るか
タップでのステップ加工は、ドリルと違い切りくずがタップねじ部に噛みこむため 推奨しません。
また、管用テーパタップでステップ加工を行う場合、一旦加工点から離れて再度加工する際に接触する面積が大きく、振れなどの不安定な挙動を起こしやすくなってしまいます。そのため、管用テーパタップの加工はノンステップで加工することを推奨します。
(FAQID:8923)
Showing 21-30 of 88 results
管用テーパタップ TPTはステップ加工が出来るか
タップでのステップ加工は、ドリルと違い切りくずがタップねじ部に噛みこむため 推奨しません。
また、管用テーパタップでステップ加工を行う場合、一旦加工点から離れて再度加工する際に接触する面積が大きく、振れなどの不安定な挙動を起こしやすくなってしまいます。そのため、管用テーパタップの加工はノンステップで加工することを推奨します。
管用テーパタップでの加工中に機械が停止する際の対策
管用テーパタップ加工は、同じくらいのサイズの平行ねじ加工に比べ、切削トルクが2~3倍かかる傾向にあり、機械の出力が足りずエラーで停止してしまう場合があります。一般的に管用テーパタップの推奨加工条件は低く、主軸の回転速度も低くなるため、機械主軸のトルク曲線において出力を出しにくい状況になることがあります。
シンクロマスターを使う為には、以下のものが必要です。
| SynchroMaster(ホルダ+キャップ) | コレット(別売) | スパナ(別売) | ||
|---|---|---|---|---|
 |
+ |
シンクロマスター専用コレットの違いとは? GHタイプ GHCタイプ
シンクロマスター専用コレットには、GHタイプとGHCタイプがあり、それぞれ対応する給油方法に違いがあります。給油方法や使用するタップによって使い分け下さい。

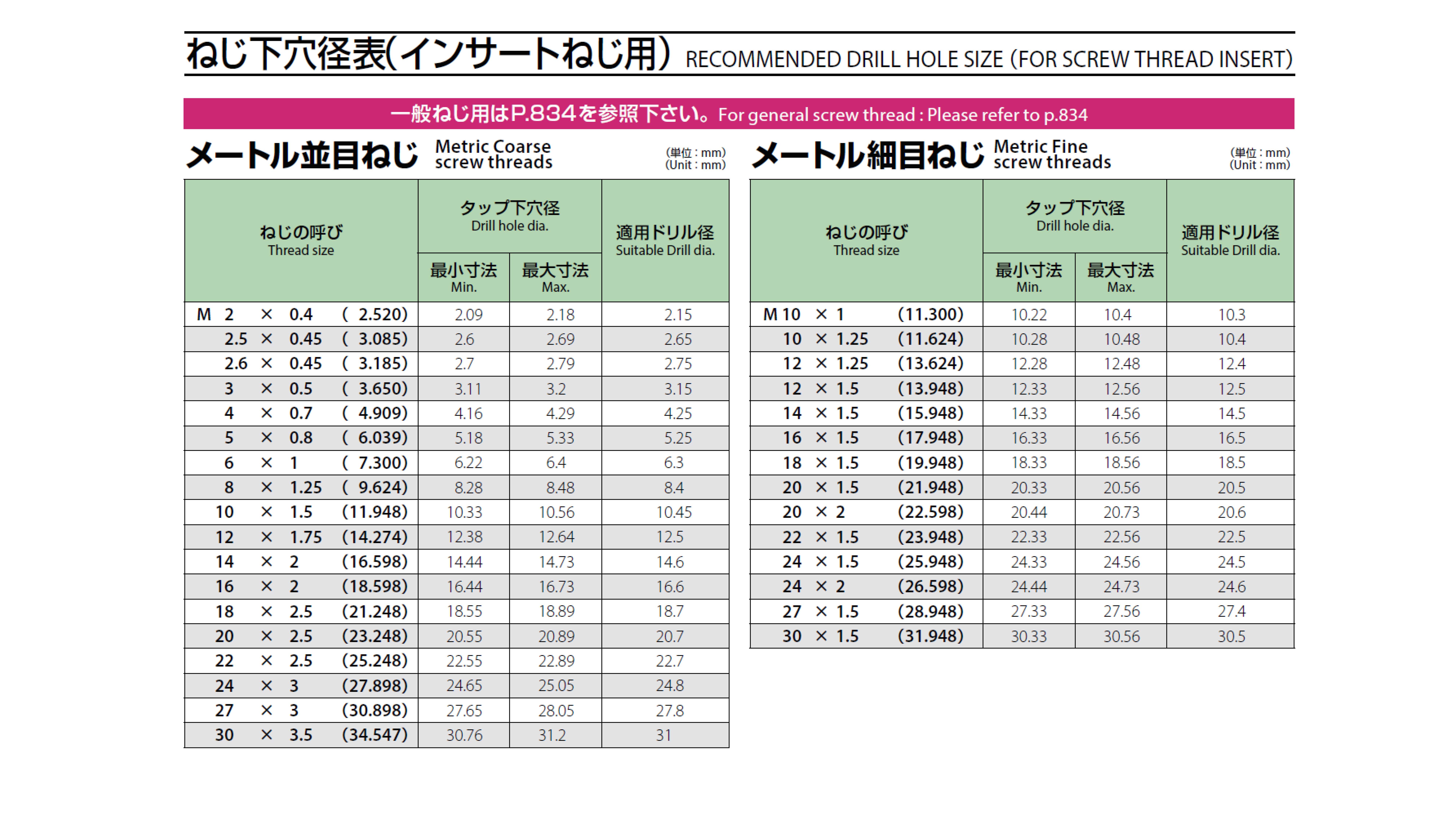
インサートねじ用タップの工具径とは?<インサート・ヘリサート>
インサートねじ用タップの工具径は、同じ呼びでもメートルねじ用タップより大きくなっています。
ピッチは同じです。 切削条件の計算などで使用するタップの工具径は、下記表内呼び毎のカッコ内の数字を参照ください。
RH精度とは、転造タップの精度の事です。
転造タップシリーズ(ニューロールタップ、ハイロールタップ)は、塑性変形によりめねじを加工する為、
切削タップと異なった厳しい下穴管理が必要となり、それに従いタップの精度も厳しく設定してあります。
OSGでは、公差12.7μmの階段状の精度を採用しています 。
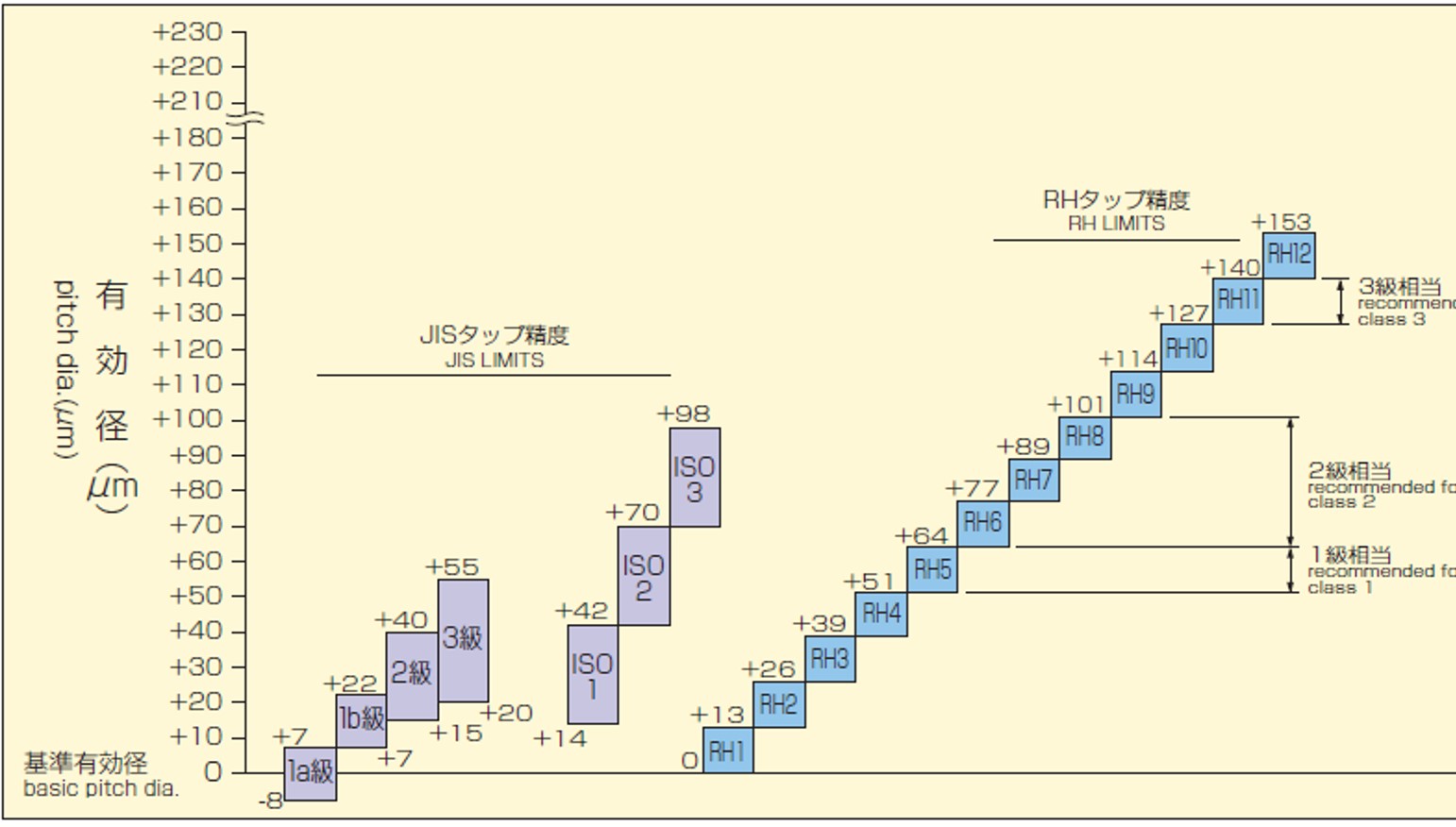
めねじ精度とタップ精度(切削タップ:OH精度)
OH精度とは、所定のめねじ精度を満足させる為に、作業条件に合わせてタップの精度を選定出来るよう、
階段式にタップの精度を設定したオーエスジー独自のタップ精度方式を言います。
めねじの精度を決める上で、タップの有効径は最も重要な品質特性の1つです。
通常、タップ精度で標準的に使用されるのはJISで規定されている2級ですが、タッピングされためねじはタップの等級と同じ精度が得られるとは限りません。
これは、タップの切れ味、被削材、使用条件等によってめねじの仕上がり寸法が変化するためです。
そのため、オーエスジーでは切削タップ精度を段階的に設定し、作業状況に合わせて選定できる、独自のOH精度方
転造タップ(転造タップ)の加工手順
転造タップの加工は次の手順で行います。
転造タップの加工手順① 下穴加工
下穴加工を行います。
※切削タップとは下穴径が異なります。
※転造タップは下穴の肉を盛り上げてねじ山を作ることから、下穴径に大きく影響を受けます。
※被削材によって拡大・縮小傾向を加味したドリル径の選定が必要です。
※下穴用ドリルの径は、数サイズ大きめのドリルでテストしてお決めください。
転造タップの加工手順② 転造タップ加工
切削タップと同じく、1回転1ピッチの動きで加工します。
回