転造タップ(転造タップ)の加工手順
転造タップの加工は次の手順で行います。
転造タップの加工手順① 下穴加工
下穴加工を行います。
※切削タップとは下穴径が異なります。
※転造タップは下穴の肉を盛り上げてねじ山を作ることから、下穴径に大きく影響を受けます。
※被削材によって拡大・縮小傾向を加味したドリル径の選定が必要です。
※下穴用ドリルの径は、数サイズ大きめのドリルでテストしてお決めください。
転造タップの加工手順② 転造タップ加工
切削タップと同じく、1回転1ピッチの動きで加工します。
回転速度はカタログ条件表の切削速度とねじの外径(M10なら外径10mmとして計算)から算出します。
転造タップの場合、食付き長さ2Pで突出しセンタがない表記となっているものでも、下穴への挿入性を向上させるために、センタ面と不完全山を1P程度残してあります。
その為、転造タップで加工の際、有効ねじ長さを満たすために、余裕分として1.5P分を足した加工深さで使用してください。
■タップ加工深さ
ほしいねじの長さ(有効ねじ長さ)+食付き部長さ(不完全ねじ長さ)+ 余裕分1.5ピッチ(転造タップの場合)
※突出しセンタありは、その長さも足します
 |
|
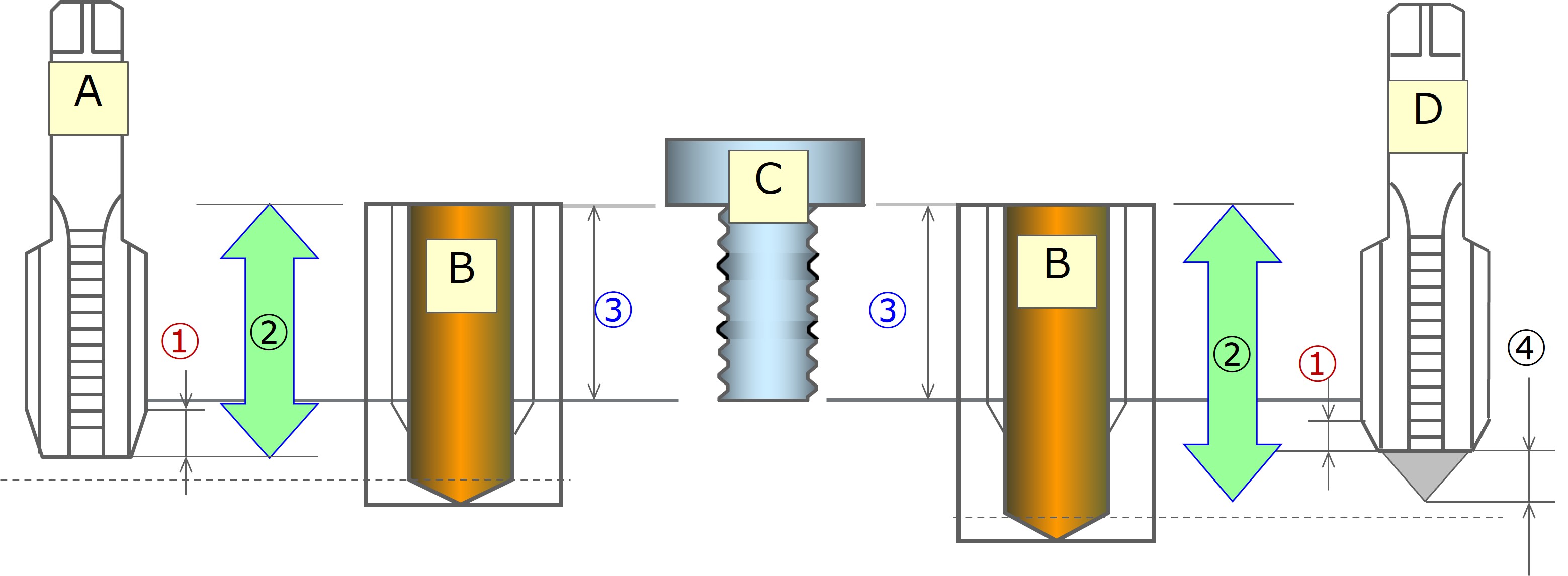
A:突出しセンタなし B:下穴 C:ボルト(おねじ) D:突出しセンタあり ①食付き ②タップ加工深さ ③有効ねじ深さ ④ 突出しセンタ長さ |
転造タップの加工手順③ ゲージ検査
図面に指示されているねじ精度のねじ用限界ゲージを使用ください。
転造タップでの加工の場合、めねじの有効径と内径の測定が必要です。
内径盛り上がり寸法が、そのねじ精度内にあるかを確認する為です。
その際は、ねじ用限界ゲージでの検査に加え、そのねじ精度のめねじ内径用プラグゲージにて検査下さい。