タップ加工において、めねじのねじ山がえぐられたように痩せた状態を、「山やせ」といいます。そのような形状になるにはいくつか原因が考えられます。
・タップの芯ずれ
・溶着
等々・・・
ここで、さらに注意したい点が以下の点です。
・軸方向への拡大
ここでは、軸方向の拡大が起きる場合の原因と対策をご紹介します。ねじの形状を出すためには、タップも1回転で1ピッチで進む必要があります。
しかし、加工負荷が原因で1回転1ピッチより、スパイラルタップは進み気味に、ポイントタップは遅れ気味になります。
その送りのずれが、ねじの山やせの原因となります。
| 溝ねじれ方向とその作用 | ※点線の矢印はワークにかかる負荷 | ||
| ※点線でない矢印は、タップにかかる負荷 | |||
| スパイラルタップ | 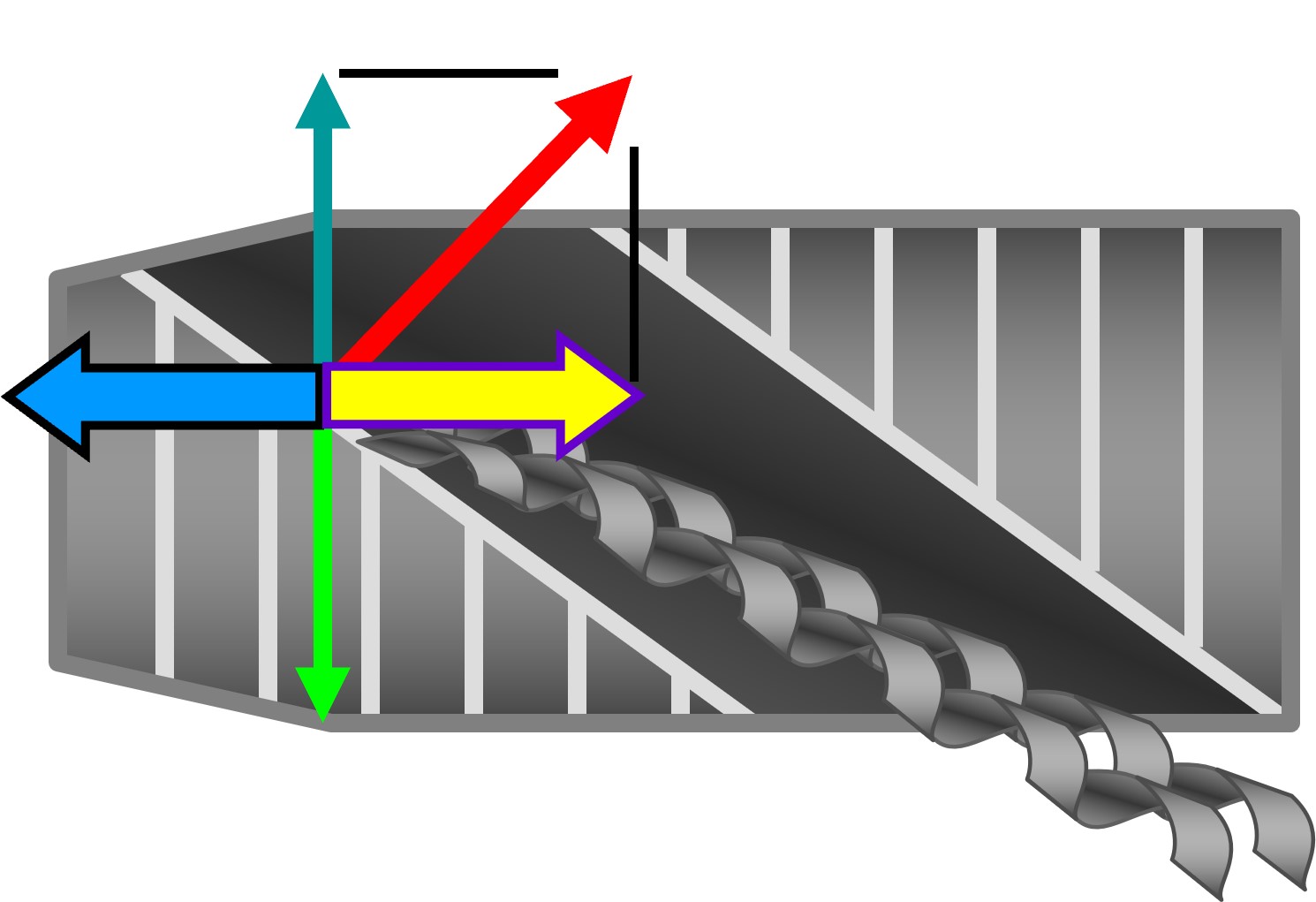 |
右刃右ねじれ (右ねじ) | |
| タップにかかる加工負荷が タップ進行方向にかかる 1回転1ピッチより進みやすい |
|||
| ポイントタップ | 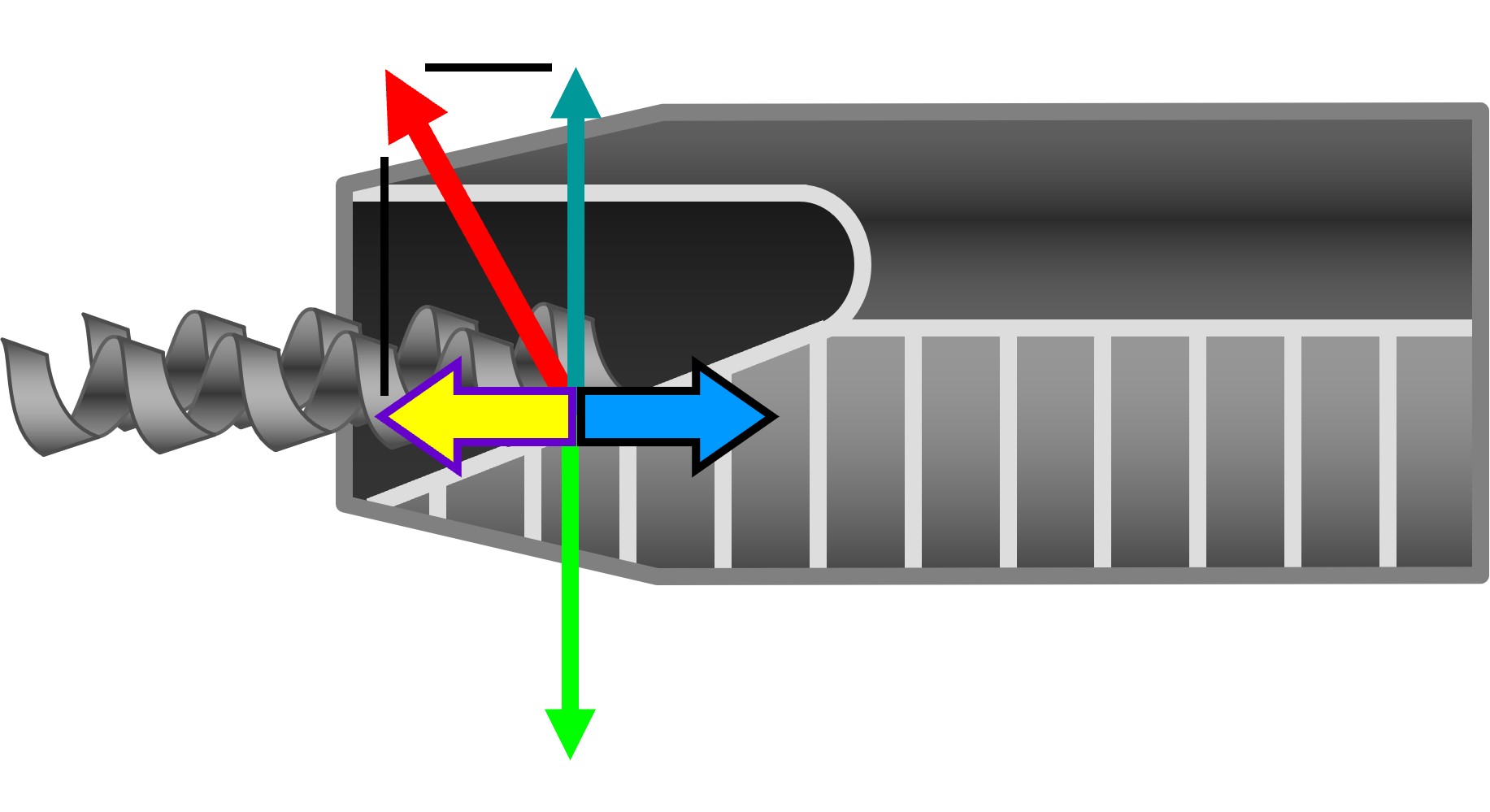 |
右刃左ねじれ (右ねじ) | |
| タップにかかる加工負荷が タップ進行方向と逆にかかる 1回転1ピッチより遅れやすい | |||
山やせが起きると、止り側ゲージが止まらず、検査で不合格となる場合があります。
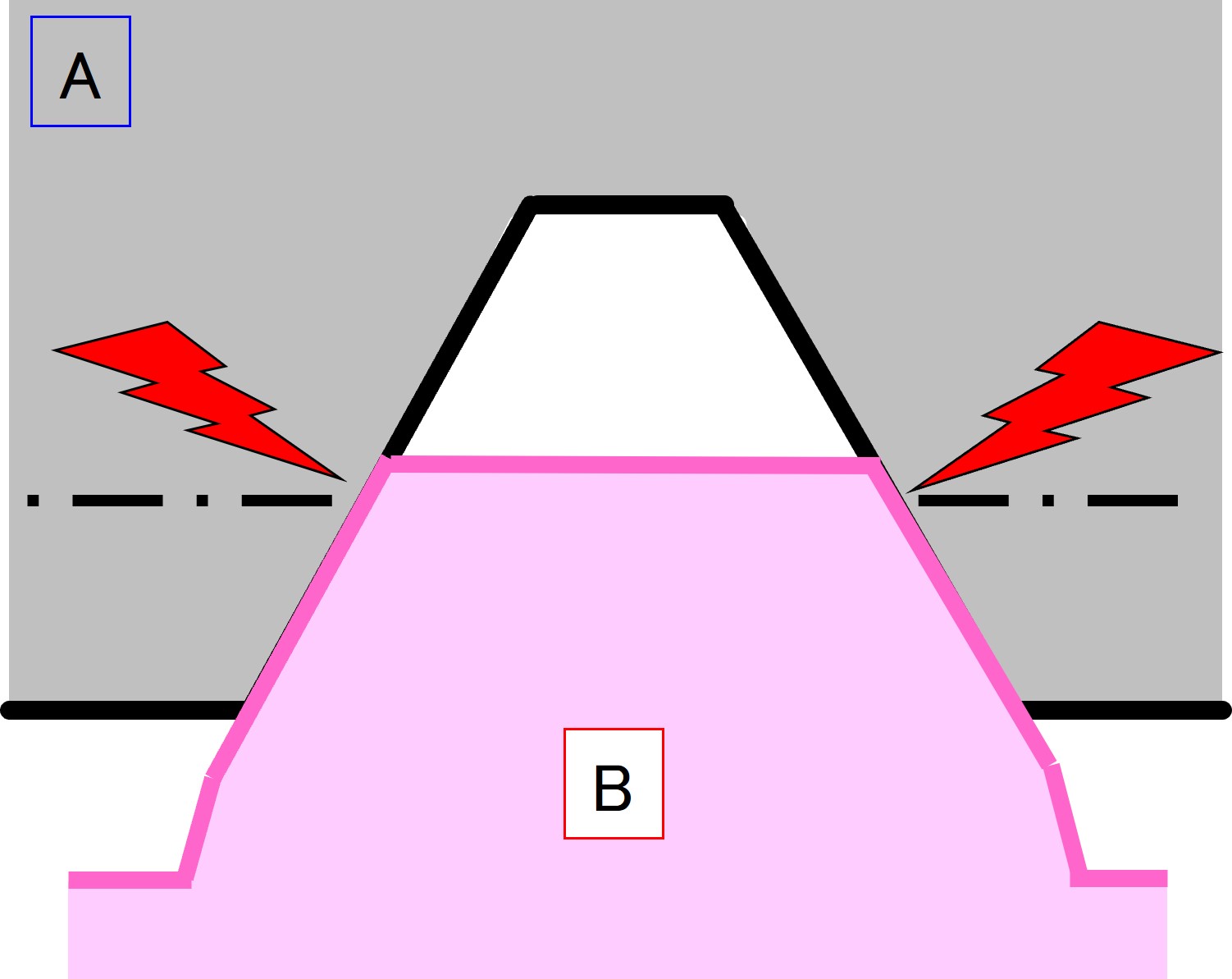
| めねじの拡大 | |
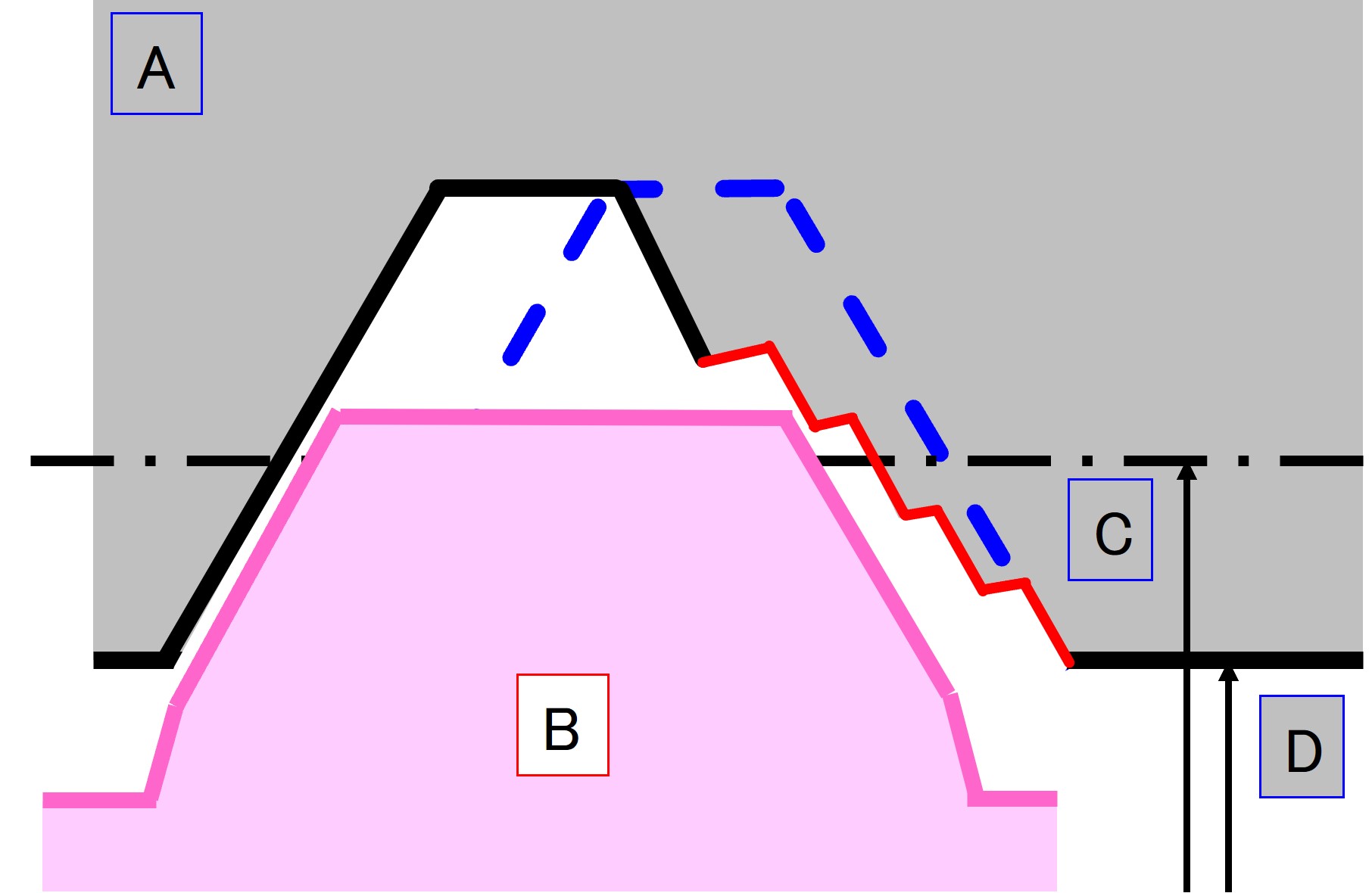
| 正しい山形形状 | 山やせが発生した山形形状 (タップが1回転1ピッチ以上進んでいる場合) |
 |
 |
|
A:めねじ側 B:止り側ゲージ C:有効径 D:内径 |
|
| 止り側ゲージが入らない | 止り側ゲージが入ってしまう |
| 合格 | 不合格 |
そのずれを抑制したり、負荷を吸収する為に、フローティングタッパーと呼ばれる軸方向にフロートするツーリングを使用する場合がございます。
フローティングタッパーを使用してねじの山やせが起きる場合は、ばねの調整で抑制できる場合がありますのでご検討下さい。
また、マシニングセンタなどには、機械側が1回転1ピッチを管理する同期送り機構という機能を持った設備もあります。ねじの山やせには心強い機能です。