管用テーパタップの使用手順
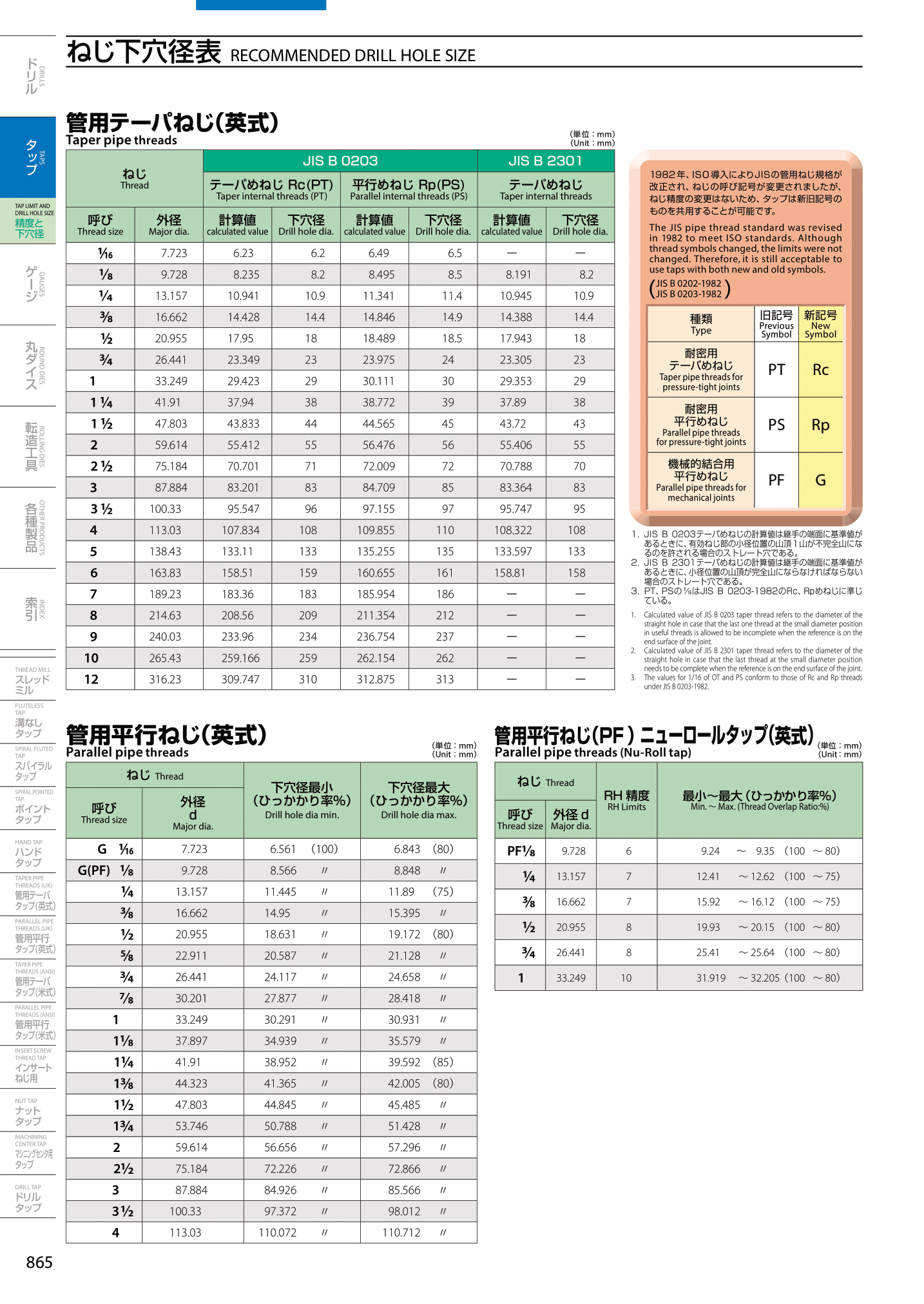
①各呼びごとに設定されている径の下穴をあけます。
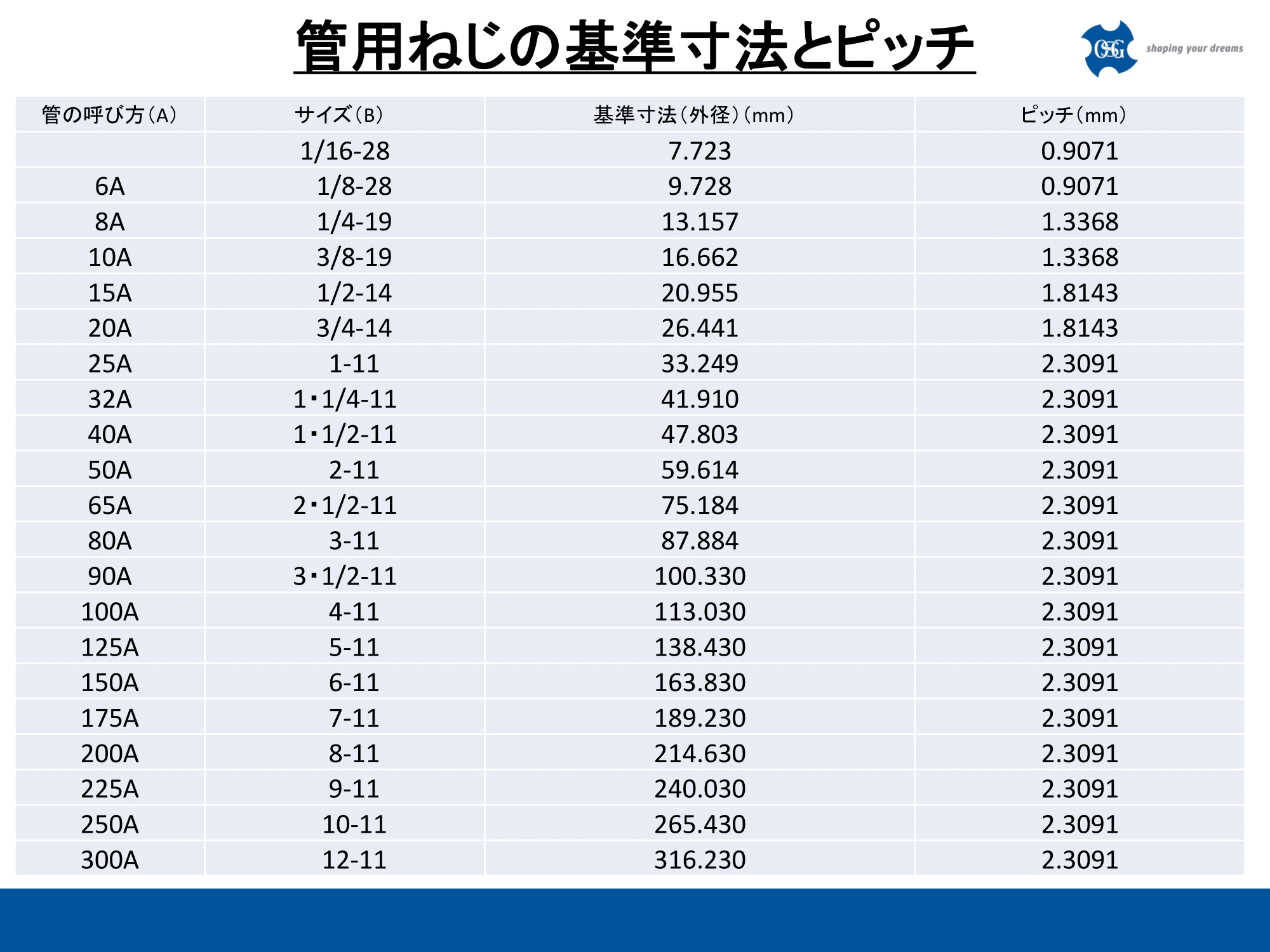
管用ねじの呼びの表現には、3/8、1/2などの分数の他、10A、15Aであらわす場合があります。下記リンクを参考にねじの呼びをご確認ください。
▽参考資料:管用ねじの基準寸法とピッチ
※管用ねじの欄を参照ください
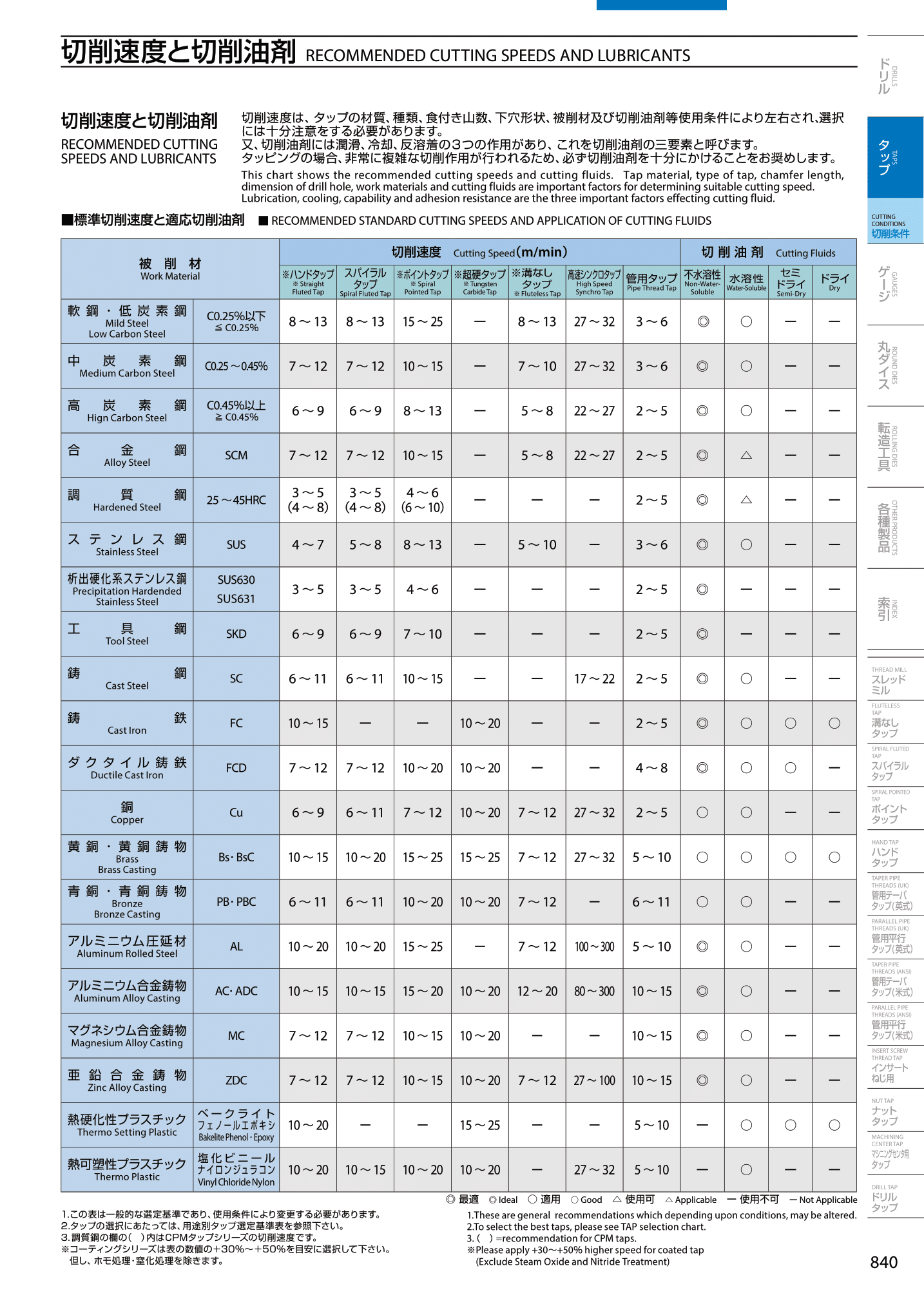
②その管用テーパタップの切削条件を設定します。
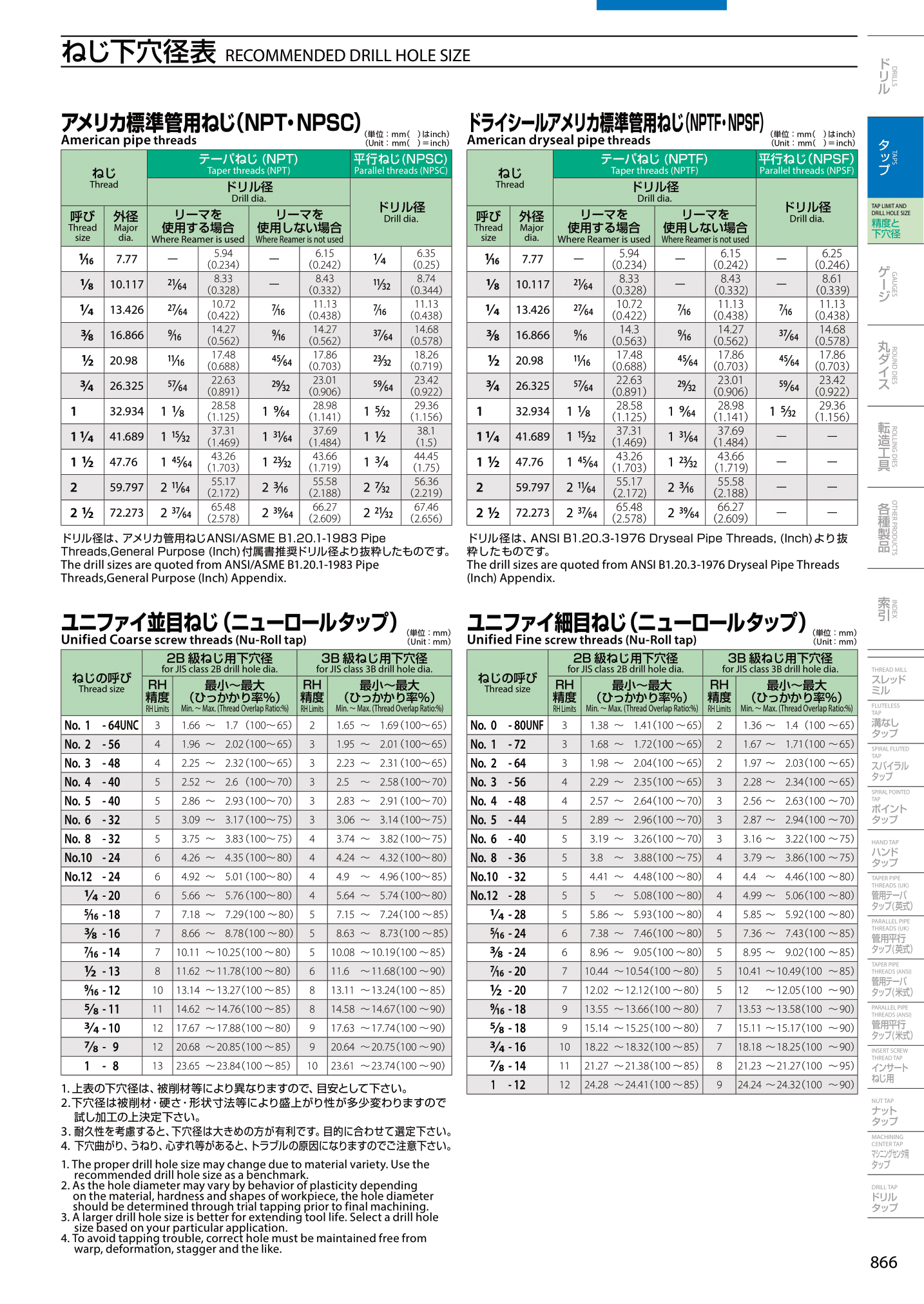
※管用ねじ用タップ(平行・テーパ共に)の工具径は、ユニファイねじのように計算で算出できません。上記下穴表より、ねじの呼びに併記されているねじの外径を工具径として計算ください。また、アメリカ標準管用ねじの場合、英式のPT・Rcとは、工具外径が異なります。上記下穴表よりご確認下さい。
上記のタップ工具径と、被削材ごとの範囲内の切削速度より、回転速度(min-1)(=S)を算出します。
主軸の回転速度【min-1 】
= Vc(切削速度) × 1000 ÷ Dc(工具径) ÷ 3.14
▽参考資料:タップ条件基準表
タップの送り速度(=F)は1回転1ピッチなので、同じく上記資料のピッチを回転数に掛けた値を算出(mm/min)。これで、工具を動かす回転速度と送り速度が算出できました。
③そのタップに設定されている深さ(基準径位置)までタップを加工します。
オーエスジーのカタログには、使用するタップごとに基準径位置(mm)の記載がございます。
※基準径位置にも許容差がある為、新しい管用テーパタップを使う際は浅めに下げ、ゲージが合格する深さを見つけましょう。
④逆回転でタップを抜きます。