ドリルのステップ量はどれくらい?G83 外部給油と内部給油
外部給油の場合
立形加工機なら、加工穴深さが3Dまではノンステップ。3Dを超えたら1D~2Dごとのステップが目安になります。(D:ドリル径)
横形加工機なら、加工穴深さが2Dを超えたら0.5D~1Dステップが目安です。
ただし、ドリルφ3以下の場合は、立形・横形問わず、ノンステップは1Dまで。以降は0.5Dステップをご検討ください。
細かすぎるステップは、ドリルマージン部早期摩耗や加工硬化の原因となるため、ご注意ください。
内部給油の場合
油穴付きの超硬ドリルの場合、~Dと記載がある超硬ドリルは、基本的にその深さまではノンステップ推奨です。

ただし、被削材特性やクーラント圧不足(2MPa以上目安)などにより、加工熱や切りくずのボリュームが出るなどして、
実加工で支障が出た場合はステップ加工(G83)にて冷却と排出性をご検討ください。
EX-HO-GDRなどのハイスの油穴付きドリルは、加工穴深さが4Dを超える場合は立形・横形の機械で、ともに1~2D程度のステップ加工を行い下表のように切削速度をご調整ください。
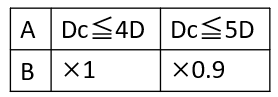
(A)穴深さ (B)切削速度の抑制係数