The unit of feed (mm/rev) of the drill indicates how many millimeters the drill advances in one revolution. The unit is read as "milliper revolution".
OSG's Drill Catalog Condition Table lists the feed rate (mm/rev) per rotation of drills of major sizes in a range for each material. When referring to the feed amount (mm/rev) of a size not listed in the condition table, refer to what percentage of the drill diameter is advanced in one revolution from the range of the feed amount (mm/rev) of a similar size. In a machine tool program, if you want to express the unit of numbers in inches, convert it to 1 (inch) = 25.4 (mm).
For example...
Drill: EX-GDS (general use stub type gold drill)
Material: S50C (JIS), 1050 (ASTM), C50 (DIN)
Drill diameter you want to use: φ10.4
Drill diameter of the referenced condition table: φ10
Feed volume range of catalog condition table: 0.2~0.28(mm/rev)
At φ10, 2~2.8% of the drill diameter
0.2(mm/rev)
0.2÷10 (drill diameter 10 mm) × 100 (converted to →% number) = 2 (%)
0.28(mm/rev)
0.28÷10 (drill diameter 10 mm) × 100 (numeric →% conversion) = 2.8 (%)
When machining this material with this drill, it is a guideline to determine what percentage of feed per revolution is suitable for the drill diameter.
To convert a feed of 2.8% to a drill diameter of φ10.4
10.4 (drill diameter) × 2.8 (%) ÷ 100 (% → numeric equivalent) = 0.2912 (mm/rev)
We were able to calculate a feed amount of approximately 0.29 (mm/rev).
To calculate the feed rate (mm/min) required by the machine tool program, it can be calculated by multiplying the rotational speed (min⁻¹) specified in the drill catalog condition table or the rotational speed (min⁻¹) calculated from the cutting speed (Vc) by the feed per revolution (mm/rev).
Feed speed (F) (mm/min) = Rotation speed (S) (min⁻¹) × Amount of feed per revolution (mm/rev)
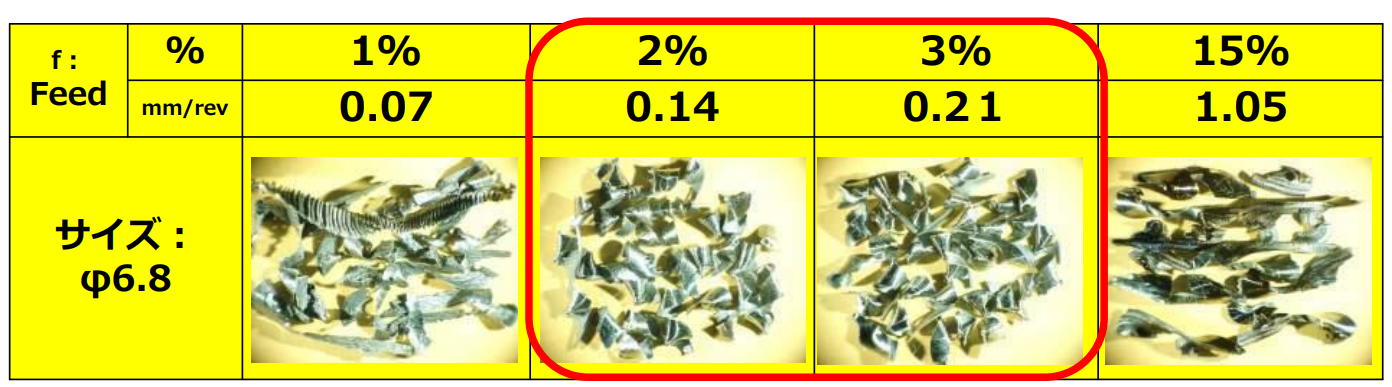
The feed amount per revolution of the drill (mm/rev) tends to affect the shape of the chips, so be careful not to lower it too much. Although it depends on the material to be worked, to some extent, the more feed per revolution, the more chips tend to break up, and the shape of chips that are easy to eject suitable for drilling is likely to occur.
The standard feed amount (mm/rev) per revolution, which results in a compact chip shape that is easy to discharge, is 2%~3% of the drill diameter for OSG's standard drills.