ドリルの送り量(mm/rev)という単位は、ドリルが1回転で何mm進むかを表しています。単位は「ミリ パー レボリューション」と読みます。
オーエスジーのドリルカタログ条件表では、主要なサイズのドリル1回転当たりの送り量(mm/rev)を被削材ごとに範囲で掲載しています。条件表に掲載していないサイズの送り量(mm/rev)を参照する時は、近いサイズの送り量(mm/rev)の範囲から、そのドリル径の何%分を1回転で進むのかを参考にしてください。なお、工作機械のプログラムにおいて、数字の単位をインチ(inch)で表現する場合は、1(inch)=25.4(mm)に換算してください。
例えば・・・
ドリル:EXーGDS(一般用スタブ形ゴールドドリル)
被削材:S50C(JIS)・1050(ASTM)・C50(DIN)
使いたいドリル径:φ10.4
参照する条件表のドリル径:φ10
カタログ条件表の送り量の範囲:0.2~0.28(mm/rev)
φ10では、ドリル径に対して、2~2.8%
0.2(mm/rev)
0.2÷10(ドリル直径10mm)×100(数字→%換算)=2(%)
0.28(mm/rev)
0.28÷10(ドリル直径10mm)×100(数字→%換算)=2.8(%)
このドリルでこの被削材を加工する際は、ドリル径に対して何%の1回転当たりの送り量が適しているという目安になります。
ドリル径に対して、2.8%の送り量をφ10.4のドリル用に換算するには
10.4(ドリル直径)×2.8(%)÷100(%→数字換算)=0.2912(mm/rev)
およそ、0.29(mm/rev)の送り量という計算ができました。
工作機械のプログラムで必要な送り速度(mm/min)を算出する際は、ドリルのカタログ条件表に記載している回転速度(min⁻¹)、もしくは、切削速度(Vc)から算出した回転速度(min⁻¹)を、1回転当たりの送り量(mm/rev)に掛けることで算出できます。
送り速度(F)(mm/min)=回転速度(S)(min⁻¹)×1回転当たりの送り量(mm/rev)
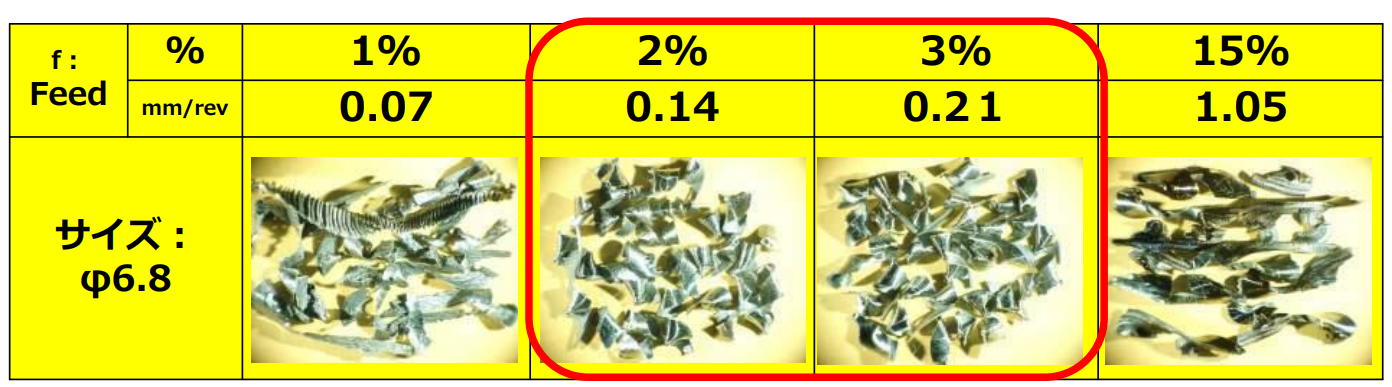
ドリルの1回転当たりの送り量(mm/rev)は、切りくずの形状に影響しやすいので、下げ過ぎないようにご注意下さい。被削材にもよりますが、ある程度、1回転当たりの送りが多い方が切りくずが分断し、ドリル加工に適した排出しやすい切りくずの形状になりやすい傾向にあります。
排出しやすいコンパクトな切りくず形状になる1回転あたりの送り量(mm/rev)の目安は、オーエスジーの標準的なドリルでは、ドリル径の2%~3%です。