ドリル穴が多角形状になる。なぜ?
ドリル加工時の振れが原因と考えられます。
①ドリル取り付け時の振れ。
対策:取り付け振れ精度20μm(0.020mm)以内に収める。
②再研磨時のドリルのリップハイト(左右の切れ刃高さのばらつき)が大きいと、加工時にドリル先端が振れる。
対策:再研磨の見直し
③ドリルが穴の入り口で振れている。
対策:回転あたりの送りを上げて、振れないようにドリルを押し付ける。(スラスト抵抗による抑え込み)
~真円度不良~
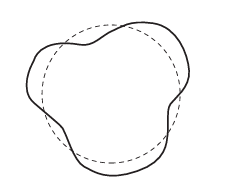
ドリル加工時の振れが原因と考えられます。
①ドリル取り付け時の振れ。
対策:取り付け振れ精度20μm(0.020mm)以内に収める。
②再研磨時のドリルのリップハイト(左右の切れ刃高さのばらつき)が大きいと、加工時にドリル先端が振れる。
対策:再研磨の見直し
③ドリルが穴の入り口で振れている。
対策:回転あたりの送りを上げて、振れないようにドリルを押し付ける。(スラスト抵抗による抑え込み)
~真円度不良~