ロング刃の切削条件
EDLの切削条件表はカタログに掲載しておりませんが、一般用エンドミルEDSの切削条件を基準に、突出し量によって、送りと回転を調節します。
▽参考資料: 突出し量と切削条件
| L/D | 種類 | 切削速度 | 1刃当り送り量 | 送り速度(仕事) | 切込量 | 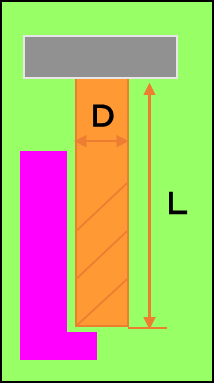 |
| ~3.5 | ショート | 100 | 100 | 100 | 1.5D×0.1D | |
| 4~6 | ロング | 40 | 70 | 30 | 3.5D×0.01D | |
| 6~8 | EXロング | 20 | 40 | 10 | 3.5D×0.01D | |
| 10~ | 超EXロング | 10 | 20 | 2 | 3.5D×0.01D (0.005D) |
| L/D | 種類 | 切削速度 | 1刃当り送り量 | 送り速度(仕事) | 切込量 | 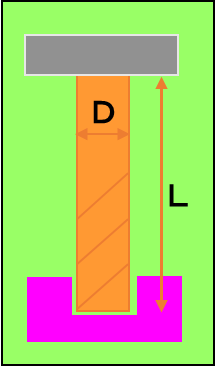 |
| ~3.5 | ショート | 100 | 100 | 100 | 0.5D | |
| 4~6 | ロング | 40 | 80 | 30 | 0.25D | |
| 6~8 | EXロング | (10) | (40) | (4) | (0.1D) | |
| 10~ | 超EXロング | - | - | - | - |
()はあくまでも参考値となります。ご使用に際しましては、試し削りで切削状況を確認した上で、切削条件を決定して下さい。