エンドミルの刃長や突出し長さによって、どれくらい切削条件を調整すればよいか
工具径に対し、突き出し量が長くなればなるほど、加工中にびびりやたわみが生じます。条件を下げることで、びびりやたわみの原因となる力を減らすことができる為、 そういった現象を軽減する事が出来ます。
刃長や突出し長さの割合であるL/Dの値によって、下表を目安に調整ください。ショート刃タイプのカタログ条件に対して、切削条件の抑制比率を表しております。加工環境や加工ワークによって切削状況は異なりますので参考値とお考え下さい。
▽刃長の違いによる条件の目安 【比率:%】
| L/D | 種類 | 切削速度 | 1刃当り送り量 | 送り速度(仕事) | 切込量 | 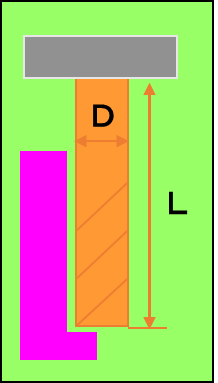 |
| ~3.5 | ショート | 100 | 100 | 100 | 1.5D×0.1D | |
| 4~6 | ロング | 40 | 70 | 30 | 3.5D×0.01D | |
| 6~8 | EXロング | 20 | 40 | 10 | 3.5D×0.01D | |
| 10~ | 超EXロング | 10 | 20 | 2 | 3.5D×0.01D (0.005D) |
| L/D | 種類 | 切削速度 | 1刃当り送り量 | 送り速度(仕事) | 切込量 | 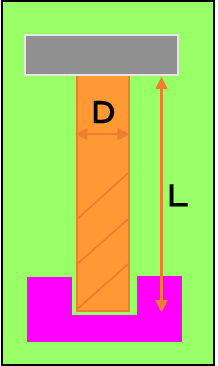 |
| ~3.5 | ショート | 100 | 100 | 100 | 0.5D | |
| 4~6 | ロング | 40 | 80 | 30 | 0.25D | |
| 6~8 | EXロング | (10) | (40) | (4) | (0.1D) | |
| 10~ | 超EXロング | - | - | - | - |
()はあくまでも参考値となります。ご使用に際しましては、試し削りで切削状況を確認した上で、切削条件を決定して下さい。
なお、立壁加工用の高剛性な工具では下表よりも高能率で高精度な加工が可能な場合もありますのでご検討ください。