管用テーパタップの切削条件 計算方法 PT(Rc)
切削条件の計算方法はメートルねじ等と同じく、下記の算出式を用います。
回転速度(S)=(切削速度×1000)÷ 工具径 ÷ 円周率(3.14)
送り速度(F)= ピッチ × 回転速度
工具径は「基準寸法」を用い、ピッチは山数から算出します。
基準寸法は規格で決められており、ユニファイねじのように呼びから算出することはできません。
管用テーパねじの基準寸法とピッチの一覧表を参考にしてください。(ページ下にあります。)
基準寸法は規格で決められており、ユニファイねじのように呼びから算出することはできません。
管用テーパねじの基準寸法とピッチの一覧表を参考にしてください。(ページ下にあります。)
計算例 PT(Rc)1/4-19 のテーパタップを切削速度5m/minで加工する場合
回転速度=(5X1000)÷ 13.158 ÷ 3.14 = 121.02・・・ ⇒ 120min-1
送り速度= 1.3368 × 120 =160.4・・・ ⇒ 160mm/min
適正な切削速度は、タップの種類・被削材によって異なります。カタログ等でご確認ください。
テーパタップで加工する場合、加工深さも重要です。
平行ねじと違い、深く入れれば入れただけねじは大きくなります。
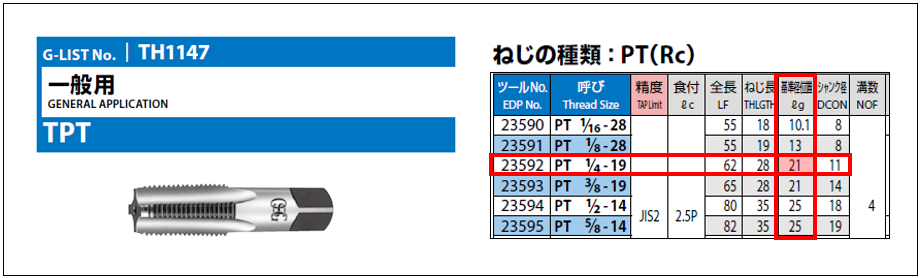
テーパタップの加工深さは、タップの「基準径位置」までが目安です。
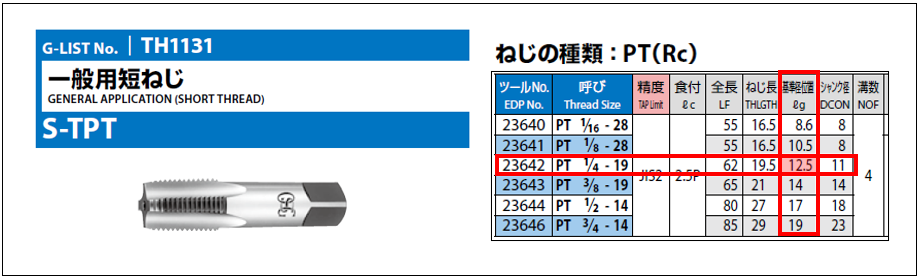
一般用と短ねじ形ではサイズが同じでも異なるため注意が必要です。
管用テーパタップの加工深さ PT1/4の場合
21mm
12.5mm
管用ねじの基準寸法とピッチ
| 管の呼び方(A) | サイズ(B) | 基準寸法(外径)(mm) | ピッチ(mm) |
| ー | 1/16-28 | 7.723 | 0.9071 |
| 6A | 1/8-28 | 9.728 | 0.9071 |
| 8A | 1/4-19 | 13.157 | 1.3368 |
| 10A | 3/8-19 | 16.662 | 1.3368 |
| 15A | 1/2-14 | 20.955 | 1.8143 |
| 20A | 3/4-14 | 26.441 | 1.8143 |
| 25A | 1-11 | 33.249 | 2.3091 |
| 32A | 1・1/4-11 | 41.91 | 2.3091 |
| 40A | 1・1/2-11 | 47.803 | 2.3091 |
| 50A | 2-11 | 59.614 | 2.3091 |
| 65A | 2・1/2-11 | 75.184 | 2.3091 |
| 80A | 3-11 | 87.884 | 2.3091 |
| 90A | 3・1/2-11 | 100.33 | 2.3091 |
| 100A | 4-11 | 113.03 | 2.3091 |
| 125A | 5-11 | 138.43 |