How deep do you need to tap pilot holes?
To calculate the required depth for the tap pilot hole, you need to know the machining depth of the tap you want to use.
The machining depth of the tap is the effective thread depth + the length of the length of the length with bite (incomplete thread length) + the length of the protruding center, but please set it with a margin of 1 pitch.
In order to prevent the tap from hitting the bottom, it is recommended that the pilot hole depth be set with a margin relative to the tapping depth.
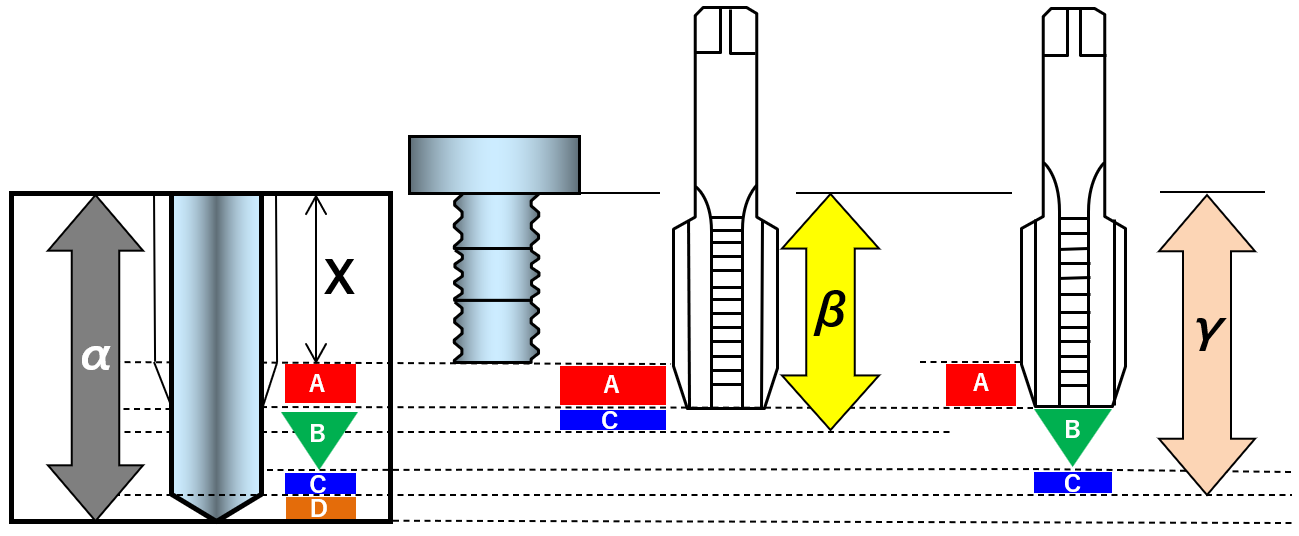
A: Bite length (incomplete thread length)
B: Protruding center length
C: Extra for 1 pitch
D: Drill tip angle (approx. drill diameter× 0.3)
B: Protruding center length
C: Extra for 1 pitch
D: Drill tip angle (approx. drill diameter× 0.3)
When using a tap that does not have a protruding center
Pilot Hole Drilling Depth (α) = X + A + C + D
Tap machining depth (β) = X + A + C
Pilot Hole Drilling Depth (α) = X + A + C + D
Tap machining depth (β) = X + A + C
When using a tap with an overhang center
Pilot Hole Drilling Depth (α) = X + A + B + C + D
Machining depth of tap (γ ) = X + A + B + C
Pilot Hole Drilling Depth (α) = X + A + B + C + D
Machining depth of tap (γ ) = X + A + B + C