スレッドミルでの管用テーパねじ加工 ゲージ合格の為の調整方法とは
スレッドミルでの管用テーパねじのめねじ加工で、ゲージ合格を狙う為には工具径補正にて調節を行うことが有効です。
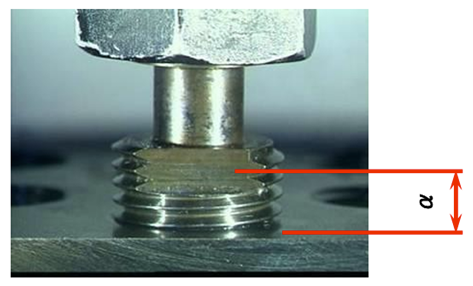
・管用テーパねじゲージの合格範囲より浅い位置で止まる場合
→工具径補正値を小さく調整ください
・管用テーパねじゲージの合格範囲より深い位置で止まる場合
→工具径補正値を大きく調整ください
・調整する値の考え方
→沈ませたい、もしくは、上の位置で止まらせたい深さを32で割った値を工具径補正値から調整します。計算上はこの狙い値分沈む形ですが、工具のたわみを考慮すると想定以上に沈むこともあります。調整の際は控えめな値から始めることをお勧めします。
管用テーパめねじの工具径補正値の調整方法
沈ませたい長さ÷32の値を径補正から引く
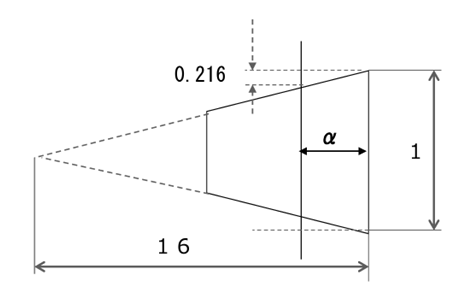
有効径変化量=α/16
1/16テーパ(Rc、NTP、NPTF)の場合
例:α=3山分(T.P.I=11山)とすると
α=2.309×3=6.927
α=2.309×3=6.927
6.927÷16=0.4329(径) → 0.4329÷2=0.216(補正量:半径で)
計算上はこの狙い値分沈む形ですが、工具のたわみを考慮すると想定以上に沈むこともあります。
調整の際は控えめな値から始めることをお勧めします。
調整の際は控えめな値から始めることをお勧めします。
(FAQID:4439)