Tapered threading for pipes in a thread mill How to adjust to pass the gauge
In the internal thread processing of tapered threads for pipes with a thread mill, it is effective to adjust the tool diameter correction in order to aim for gauge passing.
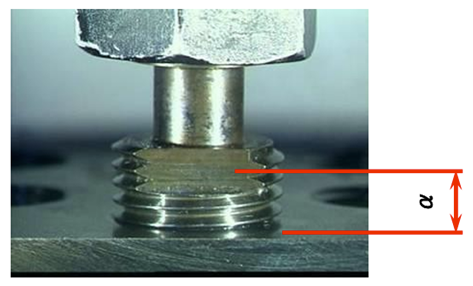
・When stopping at a position shallower than the passing range of the tapered screw gauge for pipes
→Adjust the tool diameter correction value to a small size.
・When stopping at a position deeper than the passing range of the tapered screw gauge for pipes
→ Adjust the tool diameter correction value to a large extent
- Concept of the value to be adjusted
Adjust the depth at which you want to sink → or stop at the top position divided by 32 from the tool diameter correction value. In the calculation, it sinks by this target value, but considering the deflection of the tool, it may sink more than expected. We recommend that you start with conservative values when making adjustments.
How to adjust the tool diameter correction value of tapered internal threads for pipes
Subtract the value of the length ÷32 you want to sink from the diameter correction.
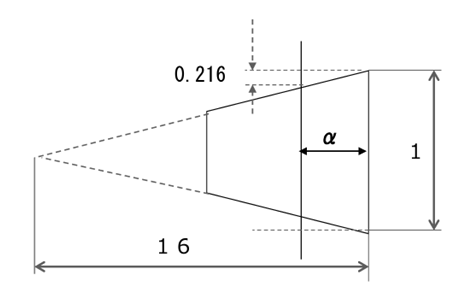
Amount of change in effective diameter = α/16
1/16 taper (Rc, NTP, NPTF)
Example: α = 3 mountains (T.P.I = 11 mountains)
α=2.309×3=6.927
α=2.309×3=6.927
6.927÷16 = 0.4329 (diameter) → 0.4329÷2 = 0.216 (correction amount: radius)
In the calculation, it sinks by this target value, but considering the deflection of the tool, it may sink more than expected.
We recommend that you start with conservative values when making adjustments.
We recommend that you start with conservative values when making adjustments.
(FAQID:4439)