専用アダプタが無くても加工は可能です。
だたし、安定加工や刃先位置のリピート性の為、アダプタの使用を推奨いたします。
▽参考資料
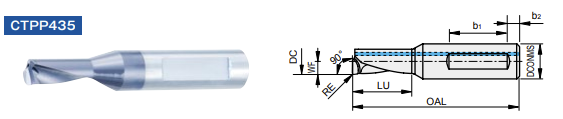
EcoCut Mini(ECM) 小径ソリッドタイプ(材種:CTPP435)
| 炭素鋼 | P | ● |
| ステンレス鋼 | M | ● |
| 鋳鉄 | K | ○ |
| 非鉄金属 | N | |
| 耐熱合金 | S | ● |
| 高硬度材 | H |
| DC | L/D | ツールNo. | 型番 | 勝手 | DCON MS |
全長 | 溝長 | シャンク部 寸法 |
RE | WF | 適用 アダプタ タイプ |
|
| OAL | LU | b1 | b2 | |||||||||
| 2 | 2.25D | ※ 8923137 | ECM 02L-2.25D | L | 4 | 28 | 4.5 | 11 | 3.5 | 0.1 | 1 | (1) |
| ※ 8923121 | ECM 02R-2.25D | R | ||||||||||
| 4D | ※ 8923139 | ECM 02L-4.00D | L | 31 | 8 | |||||||
| ※ 8923123 | ECM 02R-4.00D | R | ||||||||||
| 2.5 | 2.25D | ※ 8923141 | ECM 02.5L-2.25D | L | 4 | 29 | 5.63 | 11 | 3.5 | 0.1 | 1.25 | (1) |
| ※ 8923125 | ECM 02.5R-2.25D | R | ||||||||||
| 4D | ※ 8923143 | ECM 02.5L-4.00D | L | 33 | 10 | |||||||
| ※ 8923127 | ECM 02.5R-4.00D | R | ||||||||||
| 3 | 2.25D | ※ 8923145 | ECM 03L-2.25D | L | 4 | 31 | 6.75 | 11 | 3.5 | 0.1 | 1.5 | (1) |
| ※ 8923129 | ECM 03R-2.25D | R | ||||||||||
| 4.0D | ※ 8923147 | ECM 03L-4.00D | L | 35 | 12 | |||||||
| ※ 8923131 | ECM 03R-4.00D | R | ||||||||||
| 3.5 | 2.25D | ※ 8923149 | ECM 03.5L-2.25D | L | 4 | 32 | 7.88 | 11 | 3.5 | 0.1 | 1.75 | (1) |
| ※ 8923133 | ECM 03.5R-2.25D | R | ||||||||||
| 4.0D | ※ 8923151 | ECM 03.5L-4.00D | L | 37 | 14 | |||||||
| ※ 8923135 | ECM 03.5R-4.00D | R | ||||||||||
| 4 | 2.25D | 8923101 | ECM 04L-2.25D | L | 6 | 35 | 9 | 11 | 3.5 | 0.2 | 2 | (2) |
| 8923081 | ECM 04R-2.25D | R | ||||||||||
| 4.0D | 8923103 | ECM 04L-4.00D | L | 41 | 16 | |||||||
| 8923083 | ECM 04R-4.00D | R | ||||||||||
| 5 | 2.25D | 8923105 | ECM 05L-2.25D | L | 6 | 37 | 11.25 | 11 | 3.5 | 0.2 | 2.5 | (2) |
| 8923085 | ECM 05R-2.25D | R | ||||||||||
| 4.0D | 8923107 | ECM 05L-4.00D | L | 45 | 20 | |||||||
| 8923087 | ECM 05R-4.00D | R | ||||||||||
| 6 | 2.25D | 8923109 | ECM 06L-2.25D | L | 8 | 38 | 13.5 | 11 | 3.5 | 0.2 | 3 | (3) |
| 8923089 | ECM 06R-2.25D | R | ||||||||||
| 4.0D | 8923111 | ECM 06L-4.00D | L | 49 | 24 | |||||||
| 8923091 | ECM 06R-4.00D | R | ||||||||||
| 7 | 2.25D | 8923113 | ECM 07L-2.25D | L | 8 | 42 | 15.75 | 11 | 3.5 | 0.2 | 3.5 | (3) |
| 8923093 | ECM 07R-2.25D | R | ||||||||||
| 4.0D | 8923115 | ECM 07L-4.00D | L | 53 | 28 | |||||||
| 8923095 | ECM 07R-4.00D | R | ||||||||||
| 8 | 2.25D | 8923117 | ECM 08L-2.25D | L | 8 | 45 | 18 | 11 | 3.5 | 0.2 | 4 | (3) |
| 8923097 | ECM 08R-2.25D | R | ||||||||||
| 4.0D | 8923119 | ECM 08L-4.00D | L | 57 | 32 | |||||||
| 8923099 | ECM 08R-4.00D | R | ||||||||||
注)EcoCut Miniの再研磨は工具径や刃先の心高が変わってしまう為、承っておりません。
※=New Sizes
L=左勝手、R=右勝手

| DC | L/D | ツールNo. | 型番 | 勝手 | DCON MS |
全長 | 溝長 | シャンク部 寸法 |
RE | WF | 適用 アダプタ タイプ |
|
| OAL | LU | b1 | b2 | |||||||||
| 2 | 2.25D | 8923138 | ECM 02L-2.25D-27 | L | 4 | 28 | 4.5 | 11 | 3.5 | 0.1 | 1 | (1) |
| 8923122 | ECM 02R-2.25D-27 | R | ||||||||||
| 4.0D | 8923140 | ECM 02L-4.00D-27 | L | 31 | 8 | |||||||
| 8923124 | ECM 02R-4.00D-27 | R | ||||||||||
| 2.5 | 2.25D | 8923142 | ECM 02.5L-2.25D-27 | L | 4 | 29 | 5.63 | 11 | 3.5 | 0.1 | 1.25 | (1) |
| 8923126 | ECM 02.5R-2.25D-27 | R | ||||||||||
| 4.0D | 8923144 | ECM 02.5L-4.00D-27 | L | 33 | 10 | |||||||
| 8923128 | ECM 02.5R-4.00D-27 | R | ||||||||||
| 3 | 2.25D | 8923146 | ECM 03L-2.25D-27 | L | 4 | 31 | 6.75 | 11 | 3.5 | 0.1 | 1.5 | (1) |
| 8923130 | ECM 03R-2.25D-27 | R | ||||||||||
| 4.0D | 8923148 | ECM 03L-4.00D-27 | L | 35 | 12 | |||||||
| 8923132 | ECM 03R-4.00D-27 | R | ||||||||||
| 3.5 | 2.25D | 8923150 | ECM 03.5L-2.25D-27 | L | 4 | 32 | 7.88 | 11 | 3.5 | 0.1 | 1.75 | (1) |
| 8923134 | ECM 03.5R-2.25D-27 | R | ||||||||||
| 4.0D | 8923152 | ECM 03.5L-4.00D-27 | L | 37 | 14 | |||||||
| 8923136 | ECM 03.5R-4.00D-27 | R | ||||||||||
| 4 | 2.25D | 8923102 | ECM 04L-2.25D-27 | L | 6 | 35 | 9 | 11 | 3.5 | 0.2 | 2 | (2) |
| 8923082 | ECM 04R-2.25D-27 | R | ||||||||||
| 4.0D | 8923104 | ECM 04L-4.00D-27 | L | 41 | 16 | |||||||
| 8923084 | ECM 04R-4.00D-27 | R | ||||||||||
| 5 | 2.25D | 8923106 | ECM 05L-2.25D-27 | L | 6 | 37 | 11.25 | 11 | 3.5 | 0.2 | 2.5 | (2) |
| 8923086 | ECM 05R-2.25D-27 | R | ||||||||||
| 4.0D | 8923108 | ECM 05L-4.00D-27 | L | 45 | 20 | |||||||
| 8923088 | ECM 05R-4.00D-27 | R | ||||||||||
| 6 | 2.25D | 8923110 | ECM 06L-2.25D-27 | L | 8 | 38 | 13.5 | 11 | 3.5 | 0.2 | 3 | (3) |
| 8923090 | ECM 06R-2.25D-27 | R | ||||||||||
| 4.0D | 8923112 | ECM 06L-4.00D-27 | L | 49 | 24 | |||||||
| 8923092 | ECM 06R-4.00D-27 | R | ||||||||||
| 7 | 2.25D | 8923114 | ECM 07L-2.25D-27 | L | 8 | 42 | 15.75 | 11 | 3.5 | 0.2 | 3.5 | (3) |
| 8923094 | ECM 07R-2.25D-27 | R | ||||||||||
| 4.0D | 8923116 | ECM 07L-4.00D-27 | L | 53 | 28 | |||||||
| 8923096 | ECM 07R-4.00D-27 | R | ||||||||||
| 8 | 2.25D | 8923118 | ECM 08L-2.25D-27 | L | 8 | 45 | 18 | 11 | 3.5 | 0.2 | 4 | (3) |
| 8923098 | ECM 08R-2.25D-27 | R | ||||||||||
| 4.0D | 8923120 | ECM 08L-4.00D-27 | L | 57 | 32 | |||||||
| 8923100 | ECM 08R-4.00D-27 | R | ||||||||||
注)EcoCut Miniの再研磨は工具径や刃先の心高が変わってしまう為、承っておりません。
L=左勝手、R=右勝手
アダプタ
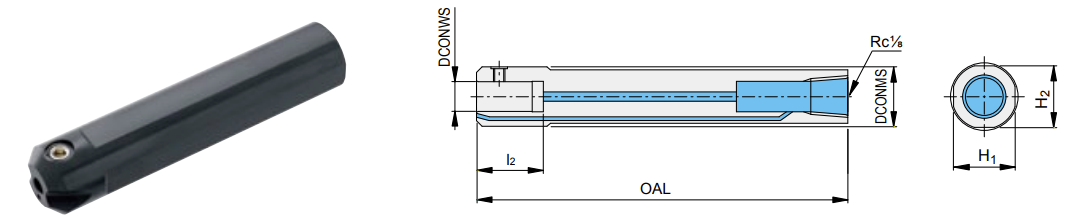
| アダプタタイプ | ツールNo. | 型番 | DCONWS | DCONMS | OAL | l2 | H1・H2 | 適用ECM |
| (1) | 8929017 | EC-ADJ16-04 | 4 | 16 | 100 | 18 | 15 | ECM 02... 02.5... 03... 03.5... |
| 8929018 | EC-ADJ19.05-04 | 19.05 | 120 | 18 | 17.05 | |||
| 8929019 | EC-ADJ20-04 | 20 | 120 | 18 | 18 | |||
| 8929020 | EC-ADJ22-04 | 22 | 120 | 18 | 20 | |||
| 8929021 | EC-ADJ25-04 | 25 | 120 | 18 | 23 | |||
| 8929022 | EC-ADJ25.4-04 | 25.4 | 120 | 18 | 23.4 | |||
| (2) | 8929001 | EC-ADJ16-06 | 6 | 16 | 100 | 18 | 15 | ECM 04... 05... |
| 8929002 | EC-ADJ19.05-06 | 19.05 | 120 | 18 | 17.05 | |||
| 8929003 | EC-ADJ20-06 | 20 | 120 | 18 | 18 | |||
| 8929004 | EC-ADJ22-06 | 22 | 120 | 18 | 20 | |||
| 8929005 | EC-ADJ25-06 | 25 | 120 | 18 | 23 | |||
| 8929006 | EC-ADJ25.4-06 | 25.4 | 120 | 18 | 23.4 | |||
| (3) | 8929011 | EC-ADJ16-08 | 8 | 16 | 100 | 18 | 15 | ECM 06... 07... 08... |
| 8929012 | EC-ADJ19.05-08 | 19.05 | 120 | 18 | 17.05 | |||
| 8929013 | EC-ADJ20-08 | 20 | 120 | 18 | 18 | |||
| 8929014 | EC-ADJ22-08 | 22 | 120 | 18 | 20 | |||
| 8929015 | EC-ADJ25-08 | 25 | 120 | 18 | 23 | |||
| 8929016 | EC-ADJ25.4-08 | 25.4 | 120 | 18 | 23.4 |
レンチはアダプタに付属しています。
EcoCut Mini(ECM) アダプタについて
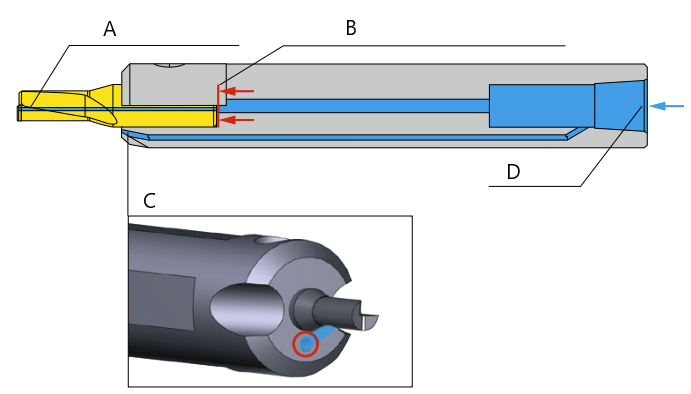
B EcoCut Miniのシャンク端面拘束により加工の安定性、刃先位置のリピート性向上を実現
C EcoCut Mini内部を通るクーラントに加え、アダプタ端面からEcoCut Mini背部に向かってクーラントを噴射する機構
D 内部給油機構
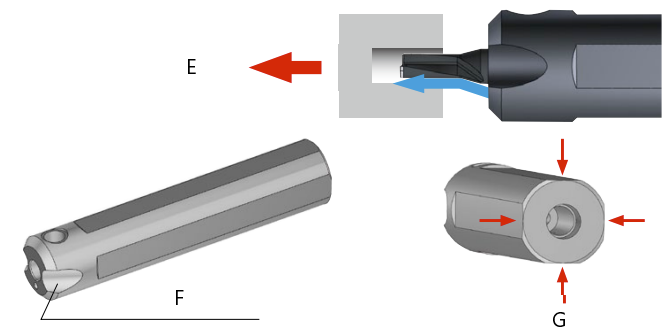
F 外部クーラントホースのアクセス用溝
G 平取りを4面(90°位相)に配置
▼加工データ
改善要項:その1
工具集約と加工面改善
現状加工工程
1)φ2.8センタードリル
2)端面溝入れ工具
3)エンドミル(座ぐり、端面仕上げ加工)
エンドミルの端面仕上面が悪い
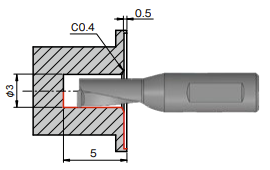
| EcoCut Mini | 他社 | |
| 工具 | ECM 03R-2.25D(CTPP435) | 工具3本使用 |
| 使用機械 | 自動旋盤 | |
| ワーク | スプール | |
| 被削材 | SCM420 | |
| ドリル加工 | 端面旋削 | |
| 切削速度 Vc (m/min) |
30 | 15 |
| 送り量 f (mm/rev) |
0.03 | 0.05 |
| 切込み Ap (mm) |
φ3 | 0.5 |
結果
・EcoCut Miniで工具集約を実現
・加工面品質向上(端面面粗さRa1.3㎛)
改善要項:その2
現状ドリルで穴あけ
加工時の振動により真円度が得られない
ワーク外径との同心度が得られない
内径寸法公差(H9)が得られない
よってリーマで仕上げ加工が必要
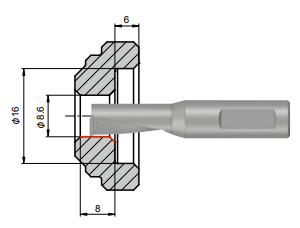
| EcoCut Mini | 他社 | |
| 工具 | ECM 07R-2.25D(CTPP435) | ドリルとリーマの2本使用 |
| 使用機械 | 小型NC旋盤 | |
| ワーク | 小径ポンプ部品 | |
| 被削材 | S25C | |
| ドリル加工 | 内径旋削 | |
| 切削速度 Vc (m/min) |
60 | 60 |
| 送り量 f (mm/rev) |
0.03 | 0.1 |
| 切込み Ap (mm) |
φ7 | 0.8 |
結果
・EcoCut Miniで旋削仕上げとすることで、真円度、同心度、寸法公差も改善されリーマレスを実現
・寸法の異なる別ワークでも同じサイズのEcoCut Miniが使え、工具コストを削減
改善要項:その3
・加工能率の改善
・工具費の削減
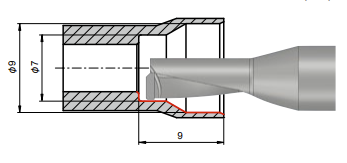
| EcoCut Mini | 他社 | |
| 工具 | ECM 04R-2.25D(CTPP435) | 内径バイト |
| 使用機械 | 自動旋盤 | |
| ワーク | ハウジングスタータ | |
| 被削材 | SUS303 | |
| 切削速度 Vc (m/min) |
送り量 f (mm/rev) |
切込み Ap (mm) |
| 80 | 0.05 | 0.1 |
結果
・送り量UP(f=0.03→0.05mm/rev)による加工時間削減
・要求精度Rz6.3㎛以下に対して、現状の2,000ワークを大幅に上回る5,200ワーク継続加工が可能
改善要項:その4
工具集約と加工時間短縮
現状加工工程
1)φ3.8ドリル
2)φ4.0フラットドリル(底フラット仕上げ)
3)φ5.2部面取りおよび内径仕上げ旋削
下穴φ3.8がある為、フラットドリル加工時に切りくずが伸びる
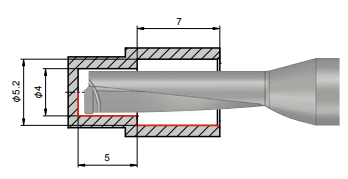
| EcoCut Mini | 他社 | |
| 工具 | ECM 04R-4.00D-27(CTWN425) | 工具3本使用 |
| 使用機械 | 自動旋盤 | |
| ワーク | 小型ブッシュ | |
| 被削材 | アルミ材 | |
| ドリル加工 | 内径旋削 | |
| 切削速度 Vc (m/min) |
65 | 65 |
| 送り量 f (mm/rev) |
0.02 | 0.05 |
| 切込み Ap (mm) |
φ4 | 0.12 |
結果
・EcoCut Mini 1本で加工が可能になり、工具集約を実現
・加工時間40%短縮
(FAQID:38)