スレッドミルとはどんな工具?基礎から活用方法までをご紹介します。スレッドミルは、ねじ加工の問題に対処するための理想的な解決策です。 本記事を通じて、スレッドミルを活用することで、 お持ちのマシニングセンタでのねじ加工の対応範囲を広げることが可能です。
はじめに
この記事では、マシニングセンタでのタップ加工において、 加工時の負荷が大きく機械が止まる、指定のオーバサイズのタップがない等の、 タップだけでは解決が難しい場合に有効な、スレッドミルを使用したねじの加工方法を紹介します。
スレッドミルは、ねじ加工の問題に対処するための理想的な解決策です。 本記事を通じ、スレッドミルを活用いただくことで、お持ちのマシニングセンタでのねじ加工の対応範囲を広げることが可能です。
スレッドミルとは
2.1 スレッドミルの仕組み
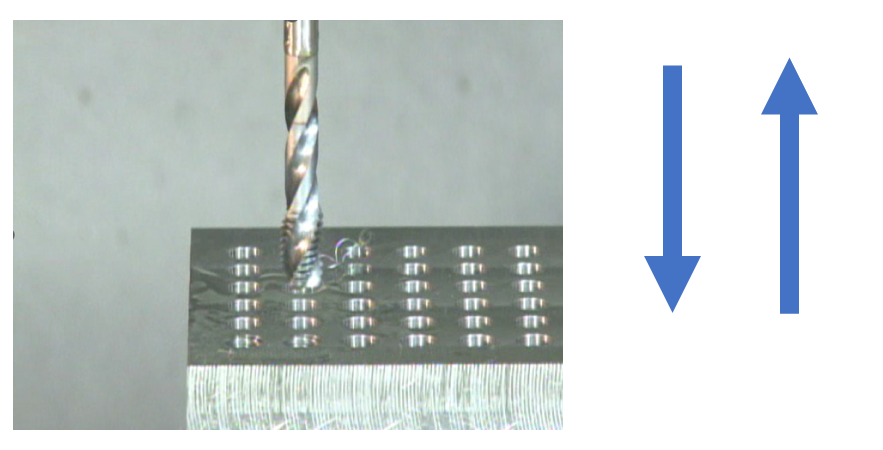
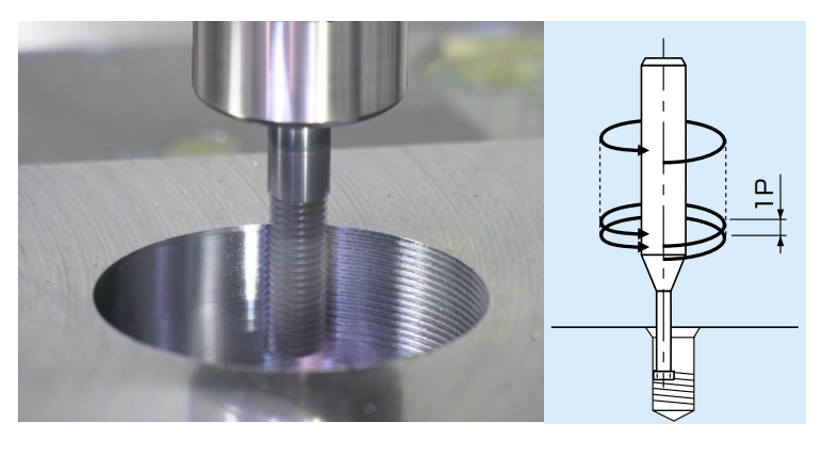
スレッドミルとは、「ねじ」加工を行う工具の1つです。 あらかじめあけた下穴に、工具(=スレッドミル)が回転しながら、らせんの動きで移動し、ねじを切削していきます。 その動きを行うマシニングセンタ等の機械には、ヘリカル補間機能(かつ、三軸同時制御)が必要です。
 |
 |
|
|
|
スレッドミルの中には、下穴加工とねじ加工を同時に行う種類もあります。例:AT-2シリーズ
2.2 スレッドミルの種類
スレッドミルには、工具全体が超硬あるいはハイス製のソリッドタイプとインサート(チップ)を付け替えるインデキサブルタイプがあります。
ソリッドタイプ
小径からのサイズラインナップが豊富で、刃数が多く能率的です。
ソリッドタイプ-汎用タイプ
あらかじめ下穴を加工し、その下穴に対してねじ加工を行います。タップのような食付き部がなく限られた下穴深さに対して、有効ねじ長さを長く確保できます。再研磨可能。

ソリッドタイプ-底刃付きタイプ
下穴加工とねじ加工を同時に加工できます。60HRCまでの高硬度鋼のねじ加工が可能なシリーズや非鉄金属の高能率加工用のシリーズがあります。

※ソリッドタイプの一部シリーズやサイズで再研磨不可なものもあります。
インデキサブルタイプ
ホルダ剛性が高く、大きなねじサイズや大きなピッチを加工する際に有利です。また、インサートを付け替えることで他のねじの種類や他サイズに対応することもできます。インデキサブルタイプのホルダには、マルチポイントとシングルポイントがあります。
インデキサブルタイプ-マルチポイント
複数のねじ山がついたインサートで一度に数山のねじが加工できるため、短時間で加工できます。

インデキサブルタイプ-シングルポイント
三角形のインサートで1山ずつ加工していくため、負荷が少なく加工できます。その為、ねじ長さや突出しが長い加工や大きなピッチでの加工に有利です。

ソリッドタイプのスレッドミルのおすすめラインナップ
-
倒れを防止することで、従来2パス加工が1パスで加工可能に!
-
高難度の高硬度鋼加工をヘリカル穴あけ+ねじ切り同時加工!
-
劇的な加工時間削減や鋳抜き穴での加工位置ズレ対策に!高機能樹脂加工にも!
3:スレッドミルの使い方
3.1 下穴加工
3.2 スレッドミルの選定
スレッドミルの工具選定の目安として、加工したいねじに対して以下を満たすかを確認する必要があります。
- ねじのピッチがあっているか
- 刃長(首下長)は足りているか(刃長(首下長)-約2ピッチが目安)
- 加工したい被削材に対応しているか
オーエスジーのスレッドミル用プログラム作成アプリThreadPro(スレッドプロ)を使えば、加工したいねじの情報を入力することで、その加工が寸法的に可能な工具が表示されます。そこで「1」と「2」を満たす工具が簡単に選定できます。
・ スレッドミル用プログラム作成アプリThreadPro(スレッドプロ)
ThreadPro(スレッドプロ)で工具選定の後、加工する被削材を選択する画面で対応してない場合はメッセージが表示される形で確認できます。
各スレッドミルの被削材への対応は、カタログご確認いただくか、OSG製品検索にて参照可能です。
・ OSG製品検索
※メートルねじやユニファイねじのような平行ねじの場合、めねじとおねじの形が異なる為、工具(インサート)の共用ができません。管用ねじはおねじとめねじで工具の共用が可能です。
3.3 スレッドミルの加工プログラムの準備
初めてThreadPro(スレッドプロ)を使用する方向けに、スレッドプロを使用して加工プログラムを作成する方法を動画でご紹介します。
3.4 図面指示のねじ精度を検査できるゲージの準備
加工したねじが図面指示のねじ精度を満たすかどうかを確認する為のゲージ検査です。 下記よりゲージ選定方法が確認できます。
3.5 ゲージが合格しない場合に行うスレッドミル加工の調整
スレッドミルは片持ちの工具であることから、加工中のびびりやたわみが原因でねじゲージでの検査に合格しない場合があります。その際、スレッドミルでは加工の動きによってその調整を行う必要があります。スレッドミル用プログラム作成アプリThreadPro(スレッドプロ)でプログラム作成の際、「刃先基準」を選択いただくと、工具径補正の値を変えるだけで、プログラムを変えずに、ねじゲージでの検査に合格するための調整ができます。また、その際、選択したねじ精度のねじゲージの合格を狙う工具半径補正値(参考値)であるRPRGが表示されます。こちらを使用することで、少ない調整でゲージ合格を狙うことができます。それでも、ゲージ合格しない場合は、工具径補正値を0.02~0.03ずつ調整しながら、ねじゲージ検査で合格するかをご確認ください。
※ソリッドタイプ(めねじ用)では、現品に最小加工径(ねじ精度5H)を加工する際のRPRGが表示されています。最小加工径より大きいねじサイズや他のねじ精度を加工する場合は、スレッドプロに表示されたRPRGの値を径補正の箇所に入力してください。
・ RPRGとは
ゲージが合格する工具径補正値を探す際は、ワークを機械から取り外さないようにご注意ください。一度、ワークを外してしまうと、位置がずれ、工具径補正を調整した結果が正しく判断できなくなる為です。
めねじの場合
- 通り側プラグゲージが止まる場合(めねじの仕上がりが小さい場合)、ThreadPro(スレッドプロ)で表示された工具径補正値を小さくすることで、工具の円弧の軌跡は大きく移動する為、大きめのねじに調整ができます。
- 止り側プラグゲージが通る場合(めねじの仕上がりが大きい場合)は、工具径補正値を大きくすることで、工具の円弧の軌跡は小さく移動する為、小さめのねじに調整ができます。
おねじの場合
- 通り側リングゲージが止まる場合(おねじの仕上がりが大きい場合)、ThreadPro(スレッドプロ)で表示された工具径補正値を小さくすることで、工具の円弧の軌跡を小さく移動する為、小さめのおねじに調整ができます。
- 止り側リングゲージが通る場合(おねじの仕上がりが小さい場合)は、工具径補正値を大きくすることで、工具の円弧の軌跡は大きく移動する為、大きめのねじに調整ができます。
4: スレッドミルのメリット
4.1 1本で他のねじサイズ・ねじ精度も加工できる
タップはねじサイズやねじ精度ごとに本数が必要ですが、スレッドミルは工具の動き(パス)を調整することで、同じ工具で右ねじと左ねじが加工できるほか、ピッチが等しい他サイズのねじも対応可能です。さらに、工具の動きを微調整することで1本のスレッドミルで1級・2級・3級相当ねじ、ねじインサート(コイル)を入れるためのインサートねじ、めっきの膜厚に応じた指定のオーバサイズを狙うことも可能です。
4.2 低負荷で加工できる
大きなサイズのねじを加工する際、加工機の主軸トルク不足で加工中に主軸の回転が停止してしまう場合があります。これは、加工機が一定以上のトルクを検知すると安全のためにプログラム動作を停止させる仕様です。各機械ごとにねじ加工が可能な被削材とねじサイズの目安が仕様書などに記載されています。機械を停止させずに加工するには、少ないトルクで加工する必要がありますが、タップの種類だけではそれに対処できない場合もあります。
スレッドミルは、下穴の内側側面を加工する為、タップ加工に比べ低トルクで加工することができます。その為、小型マシニングセンタでは停止してしまうような大きいサイズや高い負荷がかかりやすい被削材のねじ加工でも、スレッドミルでは加工ができるため、お使いの機械での対応の幅を広げることが可能です。
4.3 切りくずの排出が行いやすい
特にスパイラルタップでの加工の場合、加工で生じた切りくずは下穴とタップの溝の狭い中を通って外に排出されます。もし、切りくずの排出が滞ると、切りくずの噛み込みや詰まりであっという間に折損してしまいます。一方、スレッドミルで生じる切りくずは、つながらずコンパクトで排出しやすい形状となります。また、下穴と工具のクリアランスも広く、スムーズな切りくず排出が可能で安定加工を狙いやすい特長があります。
4.4 管用テーパねじ加工のストップマーク発生を抑制
管用テーパねじのタップ加工では、加工後にストップマークという加工の跡が残ります。程度によってはこのストップマークが原因で、そのねじで結合されたパイプの中を通る気体や液体が外に漏れてしまうことがあります。スレッドミルによるテーパねじ加工では、細かく切りくずを切り離す断続切削で加工する為、このストップマークがなく加工できます。また、タップでは完全ねじ部でも切削を行うことから加工負荷が高くなりやすいですが、スレッドミルではそれに比べ低負荷で加工可能なため、高負荷による不安定さを抑制でき、真円度もよい安定した形状にすることができます。
4.5 下穴余裕のない止り穴のねじ加工に有利
スレッドミルには、タップの食付き部にあたる部分が無く(※一部除く。AT-2シリーズ等)不完全ねじ部がほぼなく加工できます。その為、下穴深さが限られる止り穴において有効ねじ長さをできるだけ長く確保したい場合に有効です。下穴加工時にフラットドリルを使用すれば、スレッドミルとの組み合わせで、止り穴でより長い有効ねじ長さを得ることができます。
5:スレッドミルのデメリット
5.1 タップに比べ加工時間が長い
スレッドミルでのねじ加工は、タップに比べ加工時間が長い傾向にあります。タップ加工の正転・逆転をしながらの直線的な動きに対し、スレッドミルでは以下の動きを行います。
スレッドミルでのめねじ加工プログラム(ThreadProにてプログラム作成)では、下穴の口元中心をR点として、以下の動きで加工します。加工内容によっては、径方向、または、軸方向に複数回に分けて加工します。
・下穴の口元中心からZ+5mmの位置から所定の深さに移動
・クリアランスを残しながら早送りで接近
・アプローチ(ヘリカル切削しながら切り込む)
・本切削(360°ヘリカル切削)
・リリース(ヘリカル運動しながら切り離す)
・中心まで早送りで戻る
また、ねじ長さや加工内容によっては径方向に複数回に分けて加工し、ねじを完成させることもあり、加工時間は長くなる傾向にあります。最近のスレッドミルでは、加工負荷の分散や工具剛性を高めた仕様により、高能率条件、かつ、少ない回数でねじを完成できるようになってきており、加工時間はタップ加工に迫るものとなりつつあります。
5.2 詳細なプログラムが必要
スレッドミルの加工は、円弧の移動と軸方向の移動が合わさり、かつ、ねじの精度を工具の動きで調整することになる為、詳細な座標の計算が必要になります。
オーエスジーのスレッドミル用プログラム作成アプリThreadPro(スレッドプロ)では、ねじの加工内容を入力いただくことで、時間のかかる計算作業を自動的に行い、さらに、その数字から加工プログラムを作成します。スレッドミルでのねじ加工をするための準備時間を大幅に削減することが可能です。
5.3 工具の摩耗により工具径補正の再調整が必要になる
スレッドミルは加工し続けることで摩耗し工具径が小さくなっていくため、同じ軌跡で加工すると、めねじの場合は仕上がりが小さくなる傾向、おねじの場合は仕上がりが大きくなる傾向にあります。そこで、定期的に摩耗した分を調整する為に、都度、工具径補正値の調整が必要になります。また、ソリッドタイプで再研磨された場合につきましても、再研磨後は再度、ゲージ合格に向けた工具径補正値の調整が必要です。
工具径補正の補正作業を早く対応するには、スレッドミル用径補正ツールDCTがおすすめです。DCTはスレッドミルで加工したねじの口元の有効径を簡易的に測定でき、ゲージ合格まであとどれくらい工具径補正を行えばよいかの調整を、誰でも簡単に素早く行うことができます。
6:よくある質問
6.1 従来JIS2級のねじ加工
6.2 ねじゲージで合格を狙いたい。工具径補正値の調整手順とは?
6.3 60HRC程度の高硬度鋼へのねじ加工
6.4 オーバサイズのねじ加工
6.5 短ねじより短いテーパねじ加工
6.6 インサートねじの加工
6.7 下穴の底当たりしないかを確認したい。
6.8 左ねじの加工
(FAQID:14694)