切込み角が90°の肩削り用カッタを指します。
切れ刃のエッジを使って加工部を直角に削り出したい場合に用います。
インサート形状には三角、四角、長方形など様々ありますが、いずれも外周刃はほぼ垂直になるよう配列されます。
ワークの上面を削る正面フライスでは、送り方向に対する抵抗が少ない事から切込み角45°や75°などのフェースミルを用いるのが一般的です。
しかし、切込み角が45°や75°のフェースミルでは薄肉形状の場合は軸方向に剛性が乏しくびびりやすいです。
その為、軸方向に切削抵抗のかかりにくい切込み角90°の肩削りカッタが有効です。
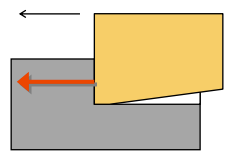
切込み角の違いによる切削負荷のかかり方(正面フライス)
| ショルダーミル 90° | フェースミル | |
| 75° | 45° | |
 |
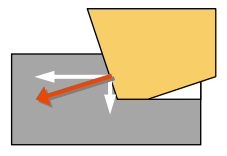 |
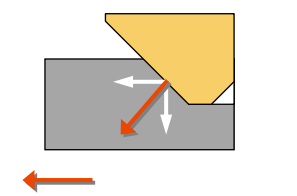
切削負荷のかかる方向
|
90°のカッタでは、径方向にのみ切削負荷がかかりますが、75°、45°では力が軸方向にも分散されるため、径方向への負荷が低くなり、より高い送りの設定が可能になります。
→切込み角の小さいカッタの方がより高い送り設定が可能=高能率
切込み角の小さなカッタで薄肉のワークを加工する場合、軸方向の切削抵抗によりワークがびびってしまう場合がありますのでご注意ください。
軸方向に力のかからない90°のカッタを使用すると有効

(FAQID:10263)